
Призрак единого дефекта
Представьте себе инженера, проектирующего лопатку турбины для нового реактивного двигателя. Моделирование на его экране показывает нагрузки в миллионы раз в течение срока службы. Один микроскопический дефект, скрытый глубоко внутри металлического сплава, может привести к катастрофическому разрушению.
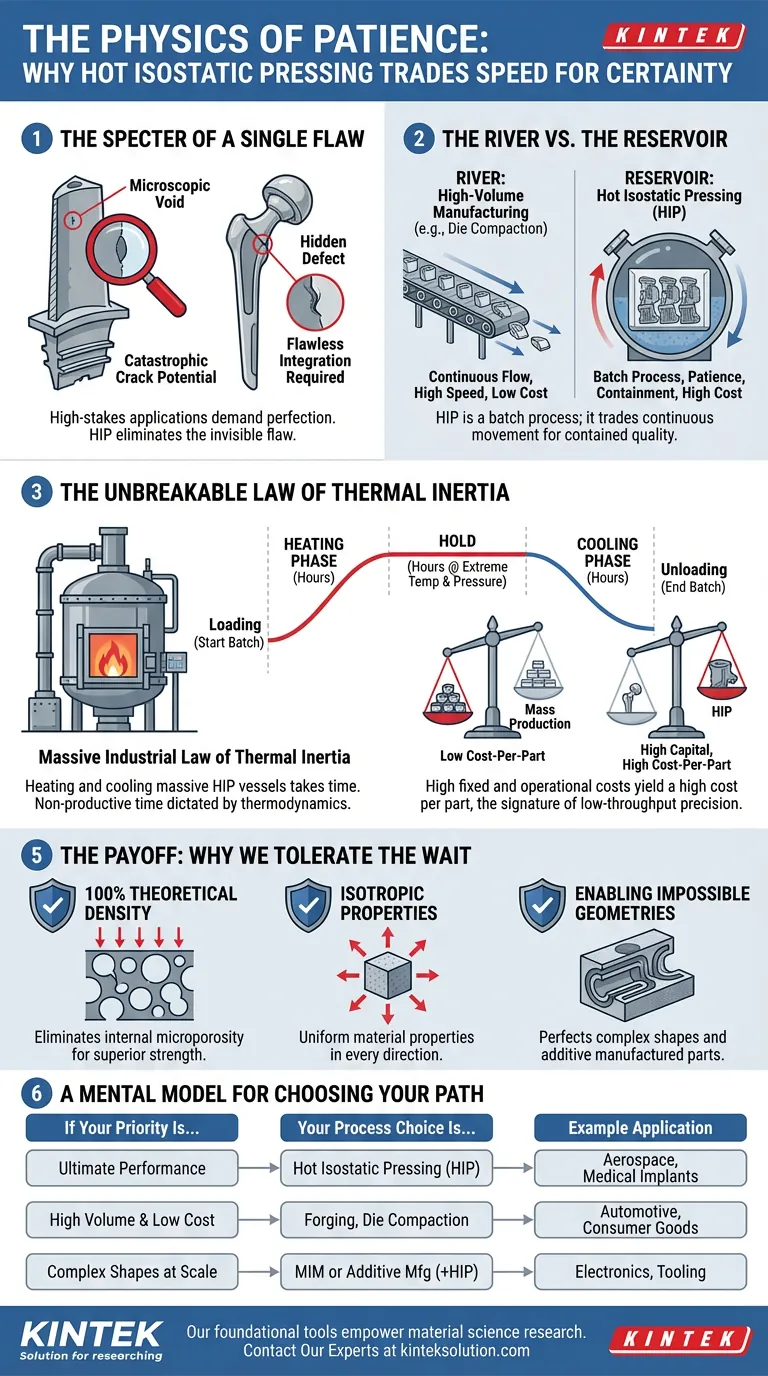
Или представьте хирурга, готовящего титановый эндопротез тазобедренного сустава. Долгосрочное благополучие пациента зависит от безупречной интеграции этого компонента, способного выдержать десятилетия использования без сбоев.
В этих мирах главным врагом является не стоимость или скорость производства. Это неопределенность. Это призрак невидимого дефекта. Выбранный производственный процесс предназначен не для изготовления множества вещей; он предназначен для изготовления одной вещи *идеально*. Это психологическое пространство, в котором существует горячее изостатическое прессование (ГИП).
Река против водохранилища
Высокообъемное производство — это река. Она течет непрерывно, детали быстро перемещаются от одного этапа к другому. Подумайте о штамповке или экструзии, где изделия штампуются или выдавливаются каждую секунду.
ГИП — это водохранилище. Это пакетный процесс, фундаментально определяемый его прерывистым характером.
Партия компонентов загружается в сосуд высокого давления. Сосуд герметизируется. Он медленно нагревается и находится под давлением инертного газа, такого как аргон. Он выдерживается при экстремальной температуре и давлении в течение нескольких часов. Затем он медленно охлаждается и разгерметизируется, прежде чем детали можно будет наконец извлечь.
Вся система работает по принципу удержания и терпения, а не непрерывного движения. Это первый и самый значительный барьер для высокообъемного производства.
Непреложный закон тепловой инерции
Основным узким местом в цикле ГИП является не создание давления — это физика. В частности, тепловая инерция.
Массивная промышленная печь, построенная для выдерживания огромного давления, не может быстро изменить свою температуру. Точно так же, как большой корабль не может резко повернуть, сосуд ГИП не может быть мгновенно нагрет или охлажден.
- Фаза нагрева: Требуется несколько часов, чтобы равномерно довести партию до целевой температуры.
- Фаза охлаждения: Требуется еще больше часов для безопасного охлаждения перед сбросом давления.
Это непродуктивное время заложено в процесс. Это неустранимая задержка, диктуемая законами термодинамики. В то время как кузнечный пресс может производить деталь каждую минуту, выход цикла ГИП измеряется количеством деталей за 8-12-часовой цикл.
Экономика намеренного темпа
Этот медленный, намеренный темп напрямую формирует уравнение затрат.
Высокие капитальные затраты, еще более высокие ставки
Сосуды ГИП — это инженерные чудеса, разработанные для обеспечения безопасности в условиях, которые раздавили бы менее мощное оборудование. Эта сложность имеет высокую цену. К этому добавляются значительные эксплуатационные расходы на огромное количество аргонового газа, потребляемого в каждом цикле.
Дилемма стоимости за единицу продукции
Когда вы делите эти высокие постоянные и эксплуатационные расходы на небольшое количество деталей, произведенных за день, стоимость за единицу продукции неизбежно оказывается высокой. Это экономический признак специализированного процесса с низкой пропускной способностью. Он не может конкурировать по стоимости с настоящими методами массового производства.
Результат: почему мы терпим ожидание
Если ГИП так медленно и дорого, зачем его вообще использовать? Потому что то, чего оно достигает, часто является бескомпромиссным. Его выбирают, когда последствия отказа материала неприемлемы.
ГИП — это инструмент для устранения неопределенности.
- Достижение 100% теоретической плотности: Его основная задача — выявлять и устранять внутреннюю микропористость. Равномерное давление схлопывает эти пустоты, создавая полностью плотный материал со значительно улучшенной усталостной прочностью и ударной вязкостью.
- Создание изотропных свойств: Поскольку давление прикладывается со всех сторон ( *изостатическое* ), свойства материала становятся одинаковыми во всех направлениях ( *изотропные* ). Это устраняет направленные слабости, которые могут возникнуть в процессах, таких как ковка или прокатка.
- Создание невозможных геометрий: Он необходим для совершенствования компонентов с близкой к конечной форме и сложными внутренними каналами, особенно изготовленных методом аддитивного производства (3D-печать).
Мысленная модель для выбора пути
Решение об использовании ГИП является стратегическим и основано на конечной приоритетности вашего проекта.
| Если ваш приоритет — ... | Ваш выбор процесса — ... | Пример применения |
|---|---|---|
| Максимальная производительность | Горячее изостатическое прессование (ГИП) | Компоненты авиационных двигателей, медицинские имплантаты |
| Высокий объем и низкая стоимость | Ковка, штамповка, литье | Автомобильные детали, потребительские товары |
| Сложные формы в масштабе | Металлическое литье под давлением (MIM) или аддитивное производство (с ГИП в качестве дополнительного финального этапа) | Сложные корпуса электроники, специализированный инструмент |
В конечном счете, ГИП — это не недостаток в мире высокоскоростного производства. Это специально разработанное решение для мира, где надежность имеет первостепенное значение. Это расчетливое решение обменять эффективность на уверенность в безупречной структуре материала.
Прежде чем приступить к крупномасштабному производству, эти теории материалов и параметры процесса должны быть доведены до совершенства в лаборатории. Разработка и проверка этих критически важных компонентов требуют точного, надежного оборудования. В KINTEK мы предоставляем фундаментальные инструменты — от автоматических лабораторных прессов с подогревом до специализированных изостатических прессов — которые позволяют исследователям и инженерам расширять границы материаловедения в управляемом масштабе.
Если вы работаете над следующим поколением критически важных компонентов, понимание материала — это первый шаг. Свяжитесь с нашими экспертами
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Лабораторные изостатические пресс-формы для изостатического формования
- Ручной холодный изостатический прессования CIP машина гранулы пресс
Связанные статьи
- Архитектура близости: почему твердотельным аккумуляторам требуется давление 375 МПа
- Внутренний враг: как горячее изостатическое прессование обеспечивает идеальную целостность материала
- Как теплое изостатическое прессование оптимизирует характеристики материалов для промышленного применения
- Давление совершенства: как горячее изостатическое прессование обеспечивает абсолютную целостность материалов
- Стремление к идеальному шву: как горячее изостатическое прессование заново создает материалы



















