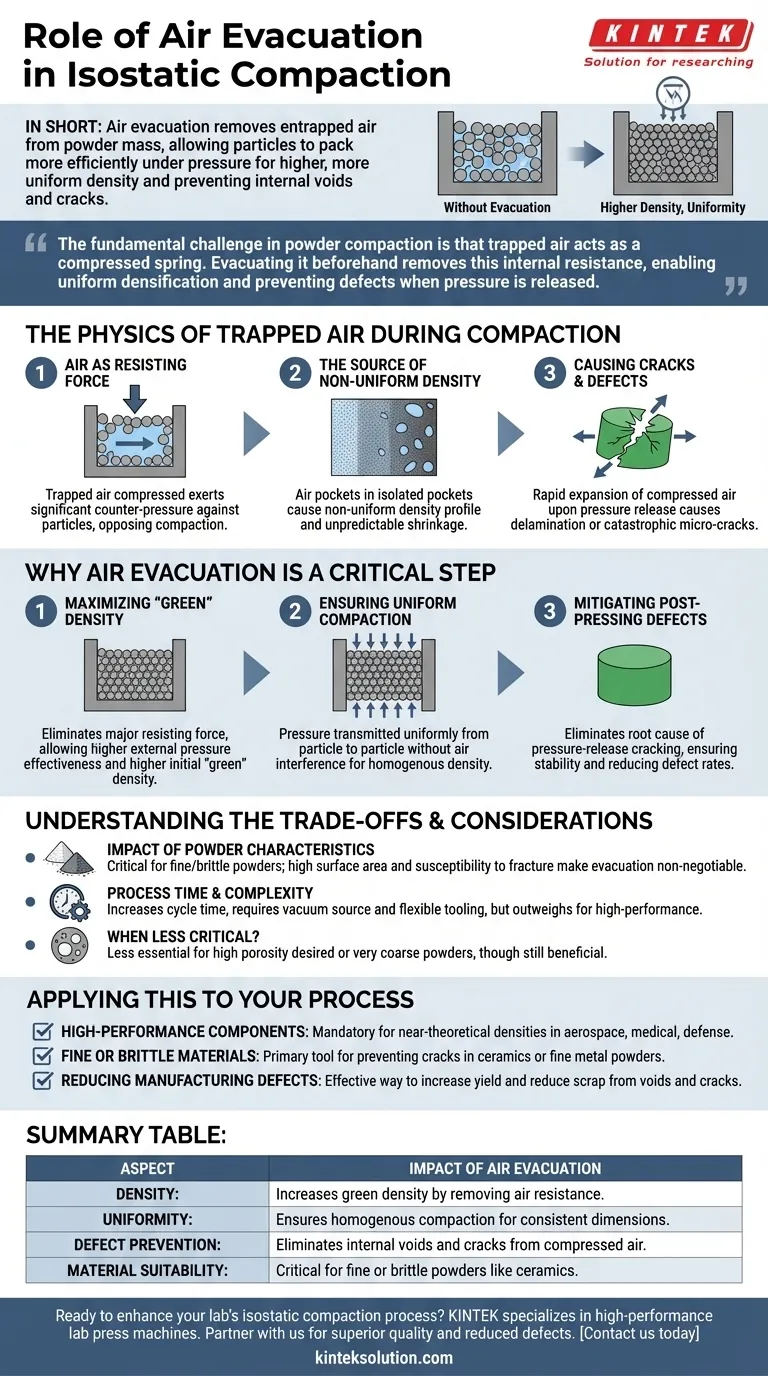
Короче говоря, удаление воздуха является критически важным предварительным этапом изостатического прессования, который удаляет захваченный воздух из порошковой массы. Это позволяет частицам порошка более эффективно уплотняться под давлением, что приводит к получению конечного компонента со значительно более высокой и однородной плотностью. Удаление воздуха необходимо для предотвращения внутренних пустот и трещин, которые нарушают структурную целостность детали.
Основная проблема при уплотнении порошка заключается в том, что захваченный воздух действует как сжатая пружина. Предварительная откачка воздуха устраняет это внутреннее сопротивление, обеспечивая равномерное уплотнение и предотвращая дефекты при сбросе давления.

Физика захваченного воздуха при уплотнении
Чтобы понять важность вакуумирования, мы должны сначала рассмотреть, что происходит с воздухом, который остается в порошке при приложении давления.
Воздух как сопротивляющаяся сила
При огромных давлениях изостатического прессования любой захваченный воздух сжимается в соответствии с законами газов. Этот сильно сжатый воздух оказывает значительное противодавление на окружающие частицы порошка.
Это внутреннее давление прямо противоположно внешней силе уплотнения, фактически препятствуя достижению порошком его максимально возможной плотности.
Источник неоднородной плотности
Воздух не распределяется равномерно по порошковой массе. Он задерживается в случайных, изолированных карманах между частицами.
Во время прессования области с большим количеством захваченного воздуха будут менее плотными, чем области с меньшим количеством воздуха. Это создает неоднородный профиль плотности по всему компоненту, что может привести к непредсказуемой усадке во время последующего спекания и вызывает внутренние напряжения.
Причины трещин и дефектов
Наиболее разрушительный эффект возникает при сбросе внешнего изостатического давления. Сильно сжатые воздушные карманы резко расширяются.
Это быстрое расширение может легко вызвать расслоение (отделение слоев друг от друга) или катастрофические внутренние микротрещины в хрупкой, предварительно спеченной детали, также известной как «зеленая» заготовка.
Почему удаление воздуха является критически важным шагом
Удаляя воздух до герметизации формы, вы фундаментально изменяете динамику уплотнения в лучшую сторону.
Максимизация «сырой» плотности
После удаления воздуха единственной основной силой, сопротивляющейся уплотнению, является трение между самими частицами порошка.
Это позволяет внешнему изостатическому давлению быть гораздо более эффективным, сдвигая частицы в более плотное расположение и достигая более высокой начальной или «сырой» плотности. Более высокая сырая плотность является прямым показателем лучших свойств конечной детали.
Обеспечение равномерного уплотнения
В вакууме изостатическое давление равномерно передается от частицы к частице без помех от воздушных карманов.
Это приводит к однородному профилю плотности, что критически важно для достижения постоянных, предсказуемых размеров и механических свойств после окончательного этапа спекания.
Снижение дефектов после прессования
Вакуумирование напрямую устраняет основную причину растрескивания при сбросе давления. Поскольку нет сжатого воздуха для расширения, зеленая заготовка остается стабильной и неповрежденной при извлечении из пресса.
Этот единственный шаг значительно снижает процент дефектов и увеличивает выход продукции, особенно для сложных форм.
Понимание компромиссов и соображений
Хотя реализация удаления воздуха весьма выгодна, это преднамеренное решение процесса со своими собственными требованиями.
Влияние характеристик порошка
Необходимость вакуумирования наиболее остро проявляется для мелкодисперсных или хрупких порошков. Мелкодисперсные порошки имеют большую площадь поверхности и меньшие междоузельные пространства, что делает их исключительно склонными к захвату воздуха.
Хрупкие материалы, такие как керамика, очень чувствительны к разрушению от расширения любого захваченного воздуха, что делает вакуумирование обязательным шагом для производства надежных керамических компонентов.
Время процесса и сложность
Добавление вакуумного этапа увеличивает общее время цикла для каждой детали. Это также требует источника вакуума и гибкой оснастки (форм), которые могут быть правильно герметизированы.
Это представляет собой компромисс между более высоким качеством детали и производительностью. Для высокопроизводительных применений улучшение качества значительно перевешивает дополнительное время процесса.
Когда это менее критично?
Для деталей, где желаемым результатом является высокая пористость, или при использовании очень грубых, свободно текущих порошков, глубокий вакуум может быть менее существенным. В этих случаях воздух может легче выходить из больших пустот между частицами. Однако некоторый уровень вакуумирования почти всегда полезен.
Применение этого в вашем процессе
Ваш подход к удалению воздуха должен определяться конкретными требованиями вашей конечной детали.
- Если ваша основная цель — высокопроизводительные компоненты: Удаление воздуха является обязательным для достижения почти теоретических плотностей и безупречной внутренней структуры, необходимых для аэрокосмических, медицинских или оборонных применений.
- Если ваша основная цель — работа с мелкодисперсными или хрупкими материалами: Вакуумирование является вашим основным инструментом для предотвращения трещин и обеспечения структурной целостности деталей, изготовленных из керамики или мелкодисперсных металлических порошков.
- Если ваша основная цель — сокращение производственных дефектов: Внедрение или оптимизация вашего вакуумного процесса является одним из наиболее эффективных способов увеличения выхода продукции и сокращения брака, связанного с внутренними пустотами и трещинами.
В конечном итоге, освоение удаления воздуха имеет основополагающее значение для контроля качества и целостности ваших изостатически спрессованных компонентов.
Сводная таблица:
| Аспект | Влияние удаления воздуха |
|---|---|
| Плотность | Увеличивает сырую плотность за счет устранения сопротивления воздуха, что приводит к получению более прочных конечных деталей. |
| Однородность | Обеспечивает однородное уплотнение для постоянных размеров и механических свойств. |
| Предотвращение дефектов | Устраняет внутренние пустоты и трещины, вызванные расширением сжатого воздуха. |
| Применимость материала | Критически важно для мелкодисперсных или хрупких порошков, таких как керамика, чтобы избежать разрушений. |
Готовы улучшить процесс изостатического прессования в вашей лаборатории? KINTEK специализируется на высокопроизводительных лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для удовлетворения строгих требований лабораторий. Сотрудничая с нами, вы достигнете превосходного качества деталей, сократите количество дефектов и увеличите выход продукции для таких материалов, как керамика и мелкодисперсные металлические порошки. Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут оптимизировать ваш рабочий процесс и обеспечить надежные результаты!
Визуальное руководство
Связанные товары
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Лабораторные изостатические пресс-формы для изостатического формования
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
- Электрический лабораторный холодный изостатический пресс CIP машина
- Ручной холодный изостатический прессования CIP машина гранулы пресс
Люди также спрашивают
- Каковы ключевые особенности автоматизированных лабораторных систем холодного изостатического прессования (HIP)? Достижение точного уплотнения порошка под высоким давлением
- Каковы технологические преимущества использования холодного изостатического прессования (HIP) для LSMO? Достижение бездефектной плотности
- Как холодное изостатическое прессование (CIP) способствует подготовке зеленых тел из карбида кремния (SiC) с добавлением CaO?
- Почему после одноосного прессования необходима изостатическая прессовка (CIP)? Достижение прозрачности в керамике Nd:Y2O3
- Для каких типов материалов и применений автоматизированные системы CIP особенно выгодны? Раскройте чистоту и сложные формы







