
Дилемма инженера: Борьба с нагревом
Представьте себе инженера, которому поручено создать идеально плоский керамический диск высокой плотности. Это критически важный компонент для спутникового датчика, где даже коробление на микронном уровне может нарушить работу всей системы.
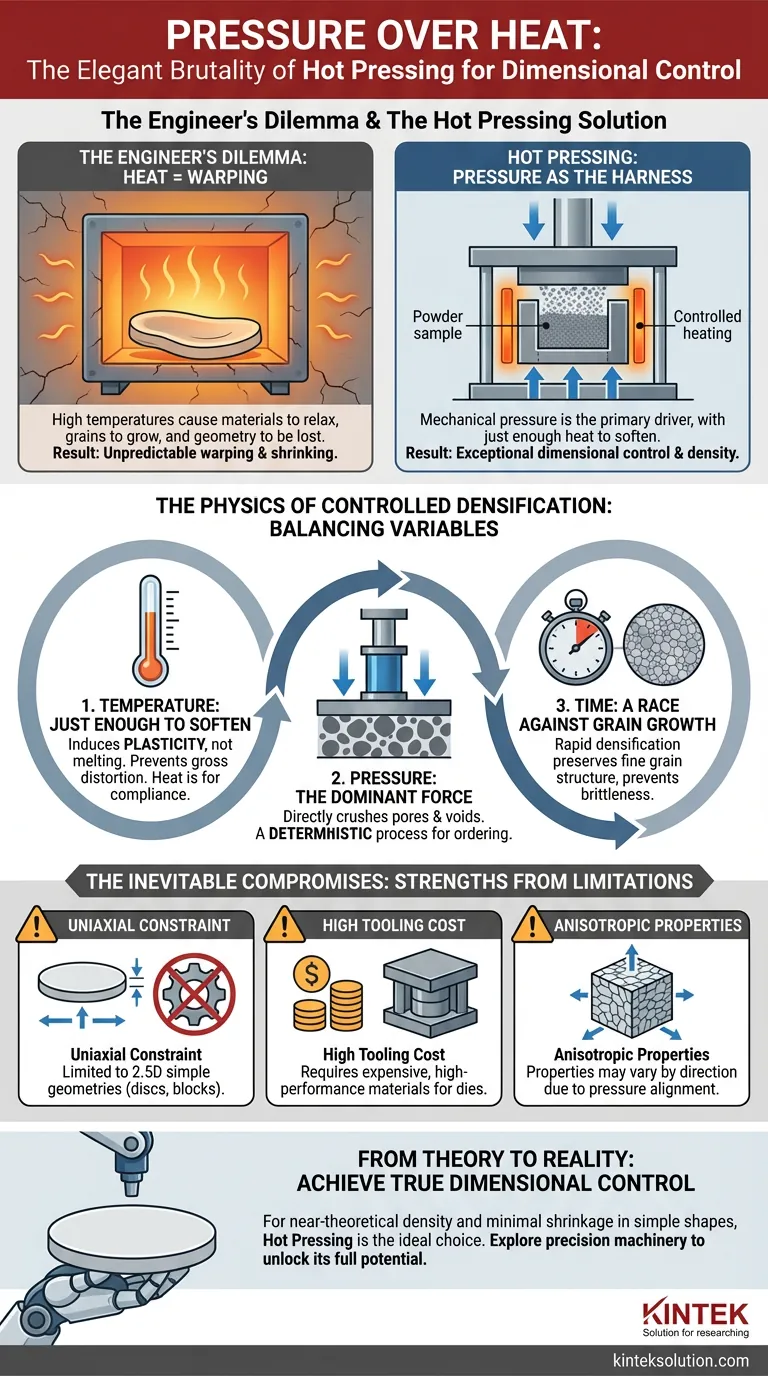
Он пробует обычное спекание. Аккуратно помещает заготовку в печь, повышает температуру и ждет. Результат? Плотная деталь, но она слегка покороблена, просела и дала усадку так, что это досадно непредсказуемо.
Это не провал навыков; это битва с физикой. При высоких температурах материалы стремятся перейти в состояния с более низкой энергией. Атомы перестраиваются, зерна растут, и тщательно заданная геометрия детали уступает тонкому, мощному притяжению тепловой энтропии. Психологическая цена – уменьшающаяся отдача: больше усилий для меньшего контроля.
Но что, если бы мы могли коренным образом изменить правила игры? Что, если бы вместо того, чтобы полагаться исключительно на хаотичную энергию тепла, мы навязали бы порядок грубой механической силой?
Такова философия горячего прессования.
Осознанный компромисс: Контроль над сложностью
По сути, горячее прессование – это сознательное решение пожертвовать геометрической сложностью ради исключительного контроля размеров и плотности.
Это признание того, что тепло, хотя и необходимо, подобно дикой лошади. Давление – это упряжь. Сделав механическое давление основным фактором уплотнения, мы можем работать при температурах, достаточно низких, чтобы предотвратить плавление, проседание или значительную усадку, которые преследуют другие методы.
Мы, по сути, говорим материалу, какую именно форму он должен держать, пока мы заставляем его частицы принимать плотное, упорядоченное состояние.
Физика контролируемого уплотнения
Магия горячего прессования заключается в точном управлении тремя переменными: температурой, давлением и временем. Правильный баланс этих параметров – ключ к созданию стабильной по размерам высокопроизводительной детали.
Температура: Достаточно, чтобы размягчить
Роль тепла в горячем прессовании строго ограничена. Цель – достичь температуры, вызывающей пластичность, делая материал достаточно мягким и податливым, чтобы его частицы деформировались и связывались.
Критически важно, что температура остается значительно ниже точки плавления материала. Деталь никогда не становится жидкой. Это единственное ограничение предотвращает грубые искажения, проседание и нестабильность размеров, наблюдаемые в таких процессах, как литье или спекание в жидкой фазе. Тепло используется как инструмент для податливости, а не как основной двигатель уплотнения.
Давление: Доминирующая сила порядка
В то время как температура делает материал податливым, давление выполняет основную работу. Приложенная внешняя механическая сила огромна, она напрямую раздавливает поры и пустоты между частицами материала.
Это гораздо более прямой и контролируемый путь к уплотнению, чем полагаться на тепло для медленного спекания частиц. Это детерминированный процесс, заменяющий вероятностную природу диффузии атомов на определенность механической силы.
Время: Гонка против микроструктурных изменений
Поскольку высокое давление так эффективно ускоряет уплотнение, весь процесс может быть завершен за гораздо более короткий промежуток времени.
Эта скорость важна не только для эффективности; она критична для целостности материала. Длительное воздействие высокого тепла способствует чрезмерному росту зерен, что может сделать материал хрупким. Достигая полной плотности быстро, горячее прессование сохраняет мелкую, прочную структуру зерен, одновременно гарантируя, что компонент сохранит свою предполагаемую форму.
Неизбежные компромиссы
Горячее прессование – мощное решение, но не универсальное. Его сильные стороны проистекают из его ограничений, и понимание их имеет решающее значение для принятия обоснованного решения.
Одноосное ограничение
Самое значительное ограничение заключается в том, что стандартное горячее прессование прилагает давление вдоль одной оси. Это ограничивает его применение относительно простыми формами, такими как диски, цилиндры и прямоугольные блоки. Это мастер 2,5D форм, но не может производить сложные, полностью трехмерные детали.
Цена мощности
Пресс-формы, используемые для удержания заготовки, должны одновременно выдерживать экстремальное давление и высокие температуры. Это требует дорогостоящих высокопроизводительных материалов, таких как специальный графит или тугоплавкие металлы, что делает оснастку значительным вложением. Для единичных прототипов или мелкосерийного производства эта стоимость может быть непомерно высокой.
Направленный мир
Поскольку давление прилагается одноосно, структура зерен материала может выравниваться. Это может привести к анизотропным свойствам, то есть компонент может быть прочнее или вести себя по-разному вдоль одной оси по сравнению с другой. Для применений, требующих идеальной однородности во всех направлениях, это критический фактор.
От теории к реальности: Правильный инструмент для работы
Теоретические преимущества горячего прессования – непревзойденная плотность и контроль размеров – реализуются только тогда, когда оборудование может безупречно выполнять тонкий танец между температурой, давлением и временем. Это не процесс для грубых механизмов. Он требует системы, созданной для точности.
Выбор правильного производственного процесса означает согласование его сильных сторон с вашей основной целью.
- Для плотности, близкой к теоретической, и минимальной усадки простой формы: Горячее прессование – идеальный выбор.
- Для сложных трехмерных деталей сложной формы: Лучше подходят альтернативные методы, такие как горячее изостатическое прессование (HIP).
- Для недорогого, крупносерийного производства менее ответственных компонентов: Обычная порошковая металлургия с прессованием и спеканием может быть более экономичной.
Когда ваша цель – максимальный контроль над формой и плотностью, вам нужно оборудование, которое может обеспечить этот контроль повторяемо и надежно. Современные лабораторные прессы KINTEK, включая автоматические, нагреваемые и изостатические модели, разработаны для обеспечения точного управления процессом, необходимого для превращения теоретических преимуществ в ощутимые результаты.
Чтобы выйти за рамки компромиссов процессов, основанных на нагреве, и достичь истинного контроля размеров в ваших материалах, узнайте, как прецизионное оборудование может раскрыть весь потенциал горячего прессования. Свяжитесь с нашими экспертами
Визуальное руководство
Связанные товары
- Автоматическая высокотемпературная нагретая гидравлическая пресс-машина с нагретыми плитами для лаборатории
- Гидравлический лабораторный термопресс с нагревательными плитами и вакуумной камерой
- Автоматический гидравлический термопресс с нагревательными плитами для лаборатории
- Нагретая гидравлическая машина пресса с нагретыми плитами для вакуумной коробки лаборатории горячего пресса
- Лаборатория сплит ручной нагретый гидравлический пресс машина с горячими пластинами
Связанные статьи
- Невидимая архитектура таблетки: почему инженеры-теплотехники доверяют фармацевтике
- Больше, чем машина: физика и психология идеальной полимерной пленки
- Исчезающая граница: скрытая термодинамика ламинирования LTCC
- Алхимия силы и огня: почему точность горячего прессования определяет инновации в материалах
- Архитектура определенности: почему лабораторный пресс является опорой материаловедения



















