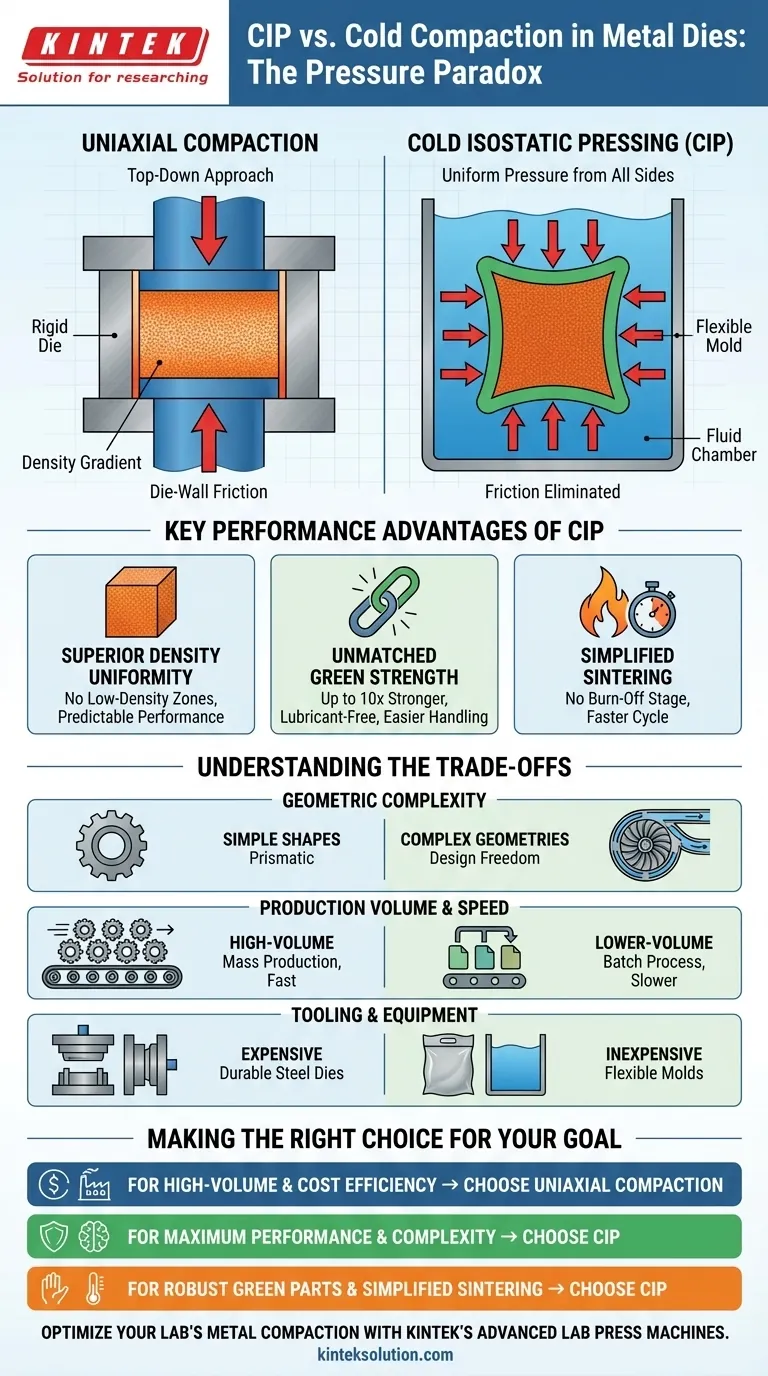
По сути, сравнение между холодным изостатическим прессованием (ХИП) и холодным прессованием в металлических штампах сводится к тому, как прикладывается давление. Обычное холодное прессование — это одноосное прессование, при котором сила прикладывается с одного направления, тогда как ХИП прикладывает равное давление со всех сторон, что приводит к значительным различиям в свойствах материала и геометрических возможностях.
Выбор заключается не в том, какой метод универсально «лучше», а в том, какой из них подходит для поставленной цели. Одноосное прессование в штампах превосходно подходит для крупносерийного производства простых форм, тогда как ХИП является превосходным методом для создания сложных, высокопроизводительных компонентов с равномерной плотностью.

Фундаментальное различие: приложение давления
Способ подачи давления на металлический порошок определяет окончательные свойства спрессованной детали. Эти два метода представляют собой принципиально разные подходы.
Одноосное прессование: подход сверху вниз
Обычное холодное прессование использует жесткий металлический штамп и пуансоны. Порошок загружается в полость штампа, и гидравлический пресс сжимает пуансоны, прессуя порошок вдоль одной вертикальной оси.
Эта однонаправленная сила создает серьезную проблему: трение о стенки штампа. Когда порошок прессуется, частицы трутся о жесткие стенки штампа, препятствуя их движению и создавая градиенты плотности. Области, наиболее удаленные от пуансонов, часто имеют меньшую плотность.
Для уменьшения этого трения в порошок добавляют смазочные материалы. Хотя они необходимы для процесса, эти смазочные материалы представляют собой неструктурное связующее, которое должно быть выжжено позже, и их присутствие по своей природе ослабляет предварительно спеченную деталь.
Холодное изостатическое прессование (ХИП): равномерное давление со всех сторон
ХИП использует совершенно другой подход. Порошок помещается в гибкую эластомерную форму, которая затем герметизируется и погружается в камеру с жидкостью под высоким давлением.
Жидкость находится под давлением, оказывая равномерное усилие на форму со всех сторон одновременно. Это аналогично давлению, которое вы почувствовали бы глубоко под водой.
Поскольку давление изостатическое (равное со всех сторон) и передается через гибкую форму, трение о стенки штампа полностью исключается. Это ключевое механическое преимущество процесса ХИП.
Ключевые преимущества ХИП в производительности
Устранение трения о стенки штампа и отсутствие необходимых смазочных материалов дают деталям, изготовленным методом ХИП, несколько явных преимуществ в производительности по сравнению с деталями, прессованными одноосно.
Превосходная однородность плотности
Исключая трение как переменную, ХИП производит детали с исключительно равномерным распределением плотности. Отсутствуют зоны низкой плотности, что критически важно для компонентов, которые будут подвергаться высоким механическим или термическим нагрузкам.
Эта однородность обеспечивает предсказуемую производительность и постоянную усадку на конечном этапе спекания.
Непревзойденная прочность в «сыром» состоянии
«Прочность в сыром состоянии» относится к механической прочности детали после прессования, но до ее спекания. Поскольку ХИП не требует смешивания смазочных материалов с порошком, деталь состоит исключительно из механически сцепленных металлических частиц.
Это приводит к тому, что заготовка в «сыром» состоянии может быть в десять раз прочнее, чем деталь, прессованная одноосно и содержащая смазочные материалы. Эта высокая прочность в «сыром» состоянии значительно облегчает обращение с компонентами и их механическую обработку перед окончательным спеканием.
Упрощенное спекание
Одноосно прессованные детали требуют медленного, тщательно контролируемого этапа выжигания смазки в начале цикла спекания. Это увеличивает время, затраты энергии и сложность производственного процесса.
Детали, изготовленные методом ХИП, поскольку они не содержат смазки, могут напрямую переходить к высокотемпературной части цикла спекания, что упрощает производство.
Понимание компромиссов: форма, скорость и масштаб
Хотя ХИП предлагает очевидные преимущества в производительности, одноосное прессование остается доминирующим промышленным процессом по уважительной причине. Выбор включает практические компромиссы в геометрии, скорости производства и оснастке.
Геометрическая сложность
Использование ХИП гибких форм позволяет производить детали с высокосложной геометрией, включая поднутрения, замысловатые внутренние полости и неоднородные поперечные сечения, которые невозможно создать в жестком штампе.
Одноосное прессование в значительной степени ограничено простыми призматическими формами с постоянным поперечным сечением, которые легко извлекаются из жесткого штампа.
Объем и скорость производства
Одноосное прессование — это быстрый, высокоавтоматизированный процесс. Время цикла может измеряться в секундах, что делает его идеальным для массового производства миллионов простых деталей, таких как шестерни, втулки и подшипники.
ХИП — это пакетный процесс со значительно более длительными циклами, часто измеряемыми в минутах. Он лучше подходит для мелкосерийных, дорогостоящих компонентов, где производительность является основным фактором.
Оснастка и оборудование
Оснастка для одноосного прессования (штампы и пуансоны из закаленной стали) дорога в проектировании и изготовлении, но чрезвычайно долговечна и может производить миллионы деталей. Сами прессы также являются крупными капиталовложениями.
Оснастка для ХИП (эластомерные формы) относительно недорога в изготовлении, что делает ее экономически эффективной для прототипирования и производства небольших партий деталей.
Правильный выбор для вашей цели
Выбор правильного метода компактирования требует согласования возможностей процесса с вашей основной целью.
- Если вашей основной целью является крупносерийное производство простых форм: одноосное прессование в штампах является отраслевым стандартом благодаря своей непревзойденной скорости, автоматизации и низкой себестоимости детали в масштабе.
- Если вашей основной целью является максимальная производительность материала и геометрическая сложность: ХИП является очевидным выбором благодаря своей способности производить детали с превосходной однородностью плотности, прочностью и свободой дизайна.
- Если вашей основной целью являются прочные предварительно спеченные детали или упрощенный термический цикл: высокая прочность ХИП в «сыром» состоянии и состав без смазочных материалов предлагают значительные преимущества в обращении и последующей обработке.
В конечном итоге, ваше решение зависит от четкого понимания того, оптимизируете ли вы для объема и стоимости или для максимальной производительности и сложности дизайна.
Сводная таблица:
| Характеристика | Холодное изостатическое прессование (ХИП) | Холодное прессование в металлических штампах |
|---|---|---|
| Приложение давления | Изостатическое (равное со всех сторон) | Одноосное (с одного направления) |
| Однородность плотности | Высокая, равномерное распределение | Ниже, с градиентами из-за трения |
| Прочность в «сыром» состоянии | В 10 раз прочнее, без смазки | Слабее, требует смазочных материалов |
| Геометрическая сложность | Высокая, позволяет создавать сложные формы | Ограничено простыми призматическими формами |
| Скорость производства | Медленнее, пакетный процесс | Быстрее, крупносерийное производство |
| Стоимость оснастки | Ниже, гибкие формы | Выше, жесткие стальные штампы |
| Процесс спекания | Упрощен, нет выжигания смазки | Требуется этап выжигания смазки |
Оптимизируйте процесс компактирования металлов в вашей лаборатории с помощью передовых лабораторных прессов KINTEK! Независимо от того, нужен ли вам автоматический лабораторный пресс, изостатический пресс или лабораторный пресс с подогревом, наши решения обеспечивают однородную плотность, высокую прочность в «сыром» состоянии и возможность работы со сложными геометрическими формами — идеально для лабораторий, ориентированных на высокопроизводительные материалы. Свяжитесь с нами сегодня, чтобы обсудить, как наше оборудование может повысить эффективность ваших исследований и производства!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Каковы некоторые исследовательские применения электрических лабораторных ХИП? Достижение равномерного уплотнения порошка для передовых материалов
- Для каких целей используются возможности высокого давления электрических лабораторных холодных изостатических прессов? Достижение превосходной плотности и сложных деталей
- Каков основной принцип работы электрического лабораторного холодноизостатического пресса (CIP)? Достижение превосходной однородности при прессовании порошков
- Каковы области применения электрических лабораторных холодных изостатических прессов в исследовательских условиях? Развитие исследований и разработок передовых материалов с помощью высоконапорных CIP.
- Какую роль играют электрические лабораторные установки холодного изостатического прессования в промышленных условиях? Связующее звено между НИОКР и производством с высокой точностью
















