По своей сути, разница между холодным изостатическим прессованием (ХИП) и одноосным прессованием заключается в способе приложения давления для консолидации порошка. Одноосное прессование использует жесткую матрицу и прикладывает силу вдоль одной вертикальной оси, подобно поршню. В отличие от этого, ХИП погружает заполненную порошком гибкую форму в жидкость, прикладывая равномерное гидростатическое давление со всех сторон одновременно. Это единственное отличие определяет все: от сложности деталей, которые могут быть изготовлены, до конечной плотности и целостности компонента.
Выбор между ХИП и одноосным прессованием заключается не в том, какой из них "лучше", а в том, какой подходит для вашей цели. Одноосное прессование предназначено для высокоскоростного производства простых форм с жесткими допусками, в то время как ХИП разработано для создания сложных, равномерно плотных деталей, которые невозможно сформировать иным способом.

Фундаментальное различие: Применение давления
Метод приложения давления является определяющей характеристикой, которая разделяет эти две технологии уплотнения порошка. Он напрямую влияет на конечные свойства уплотненной детали, известной как "сырая" деталь до окончательного спекания.
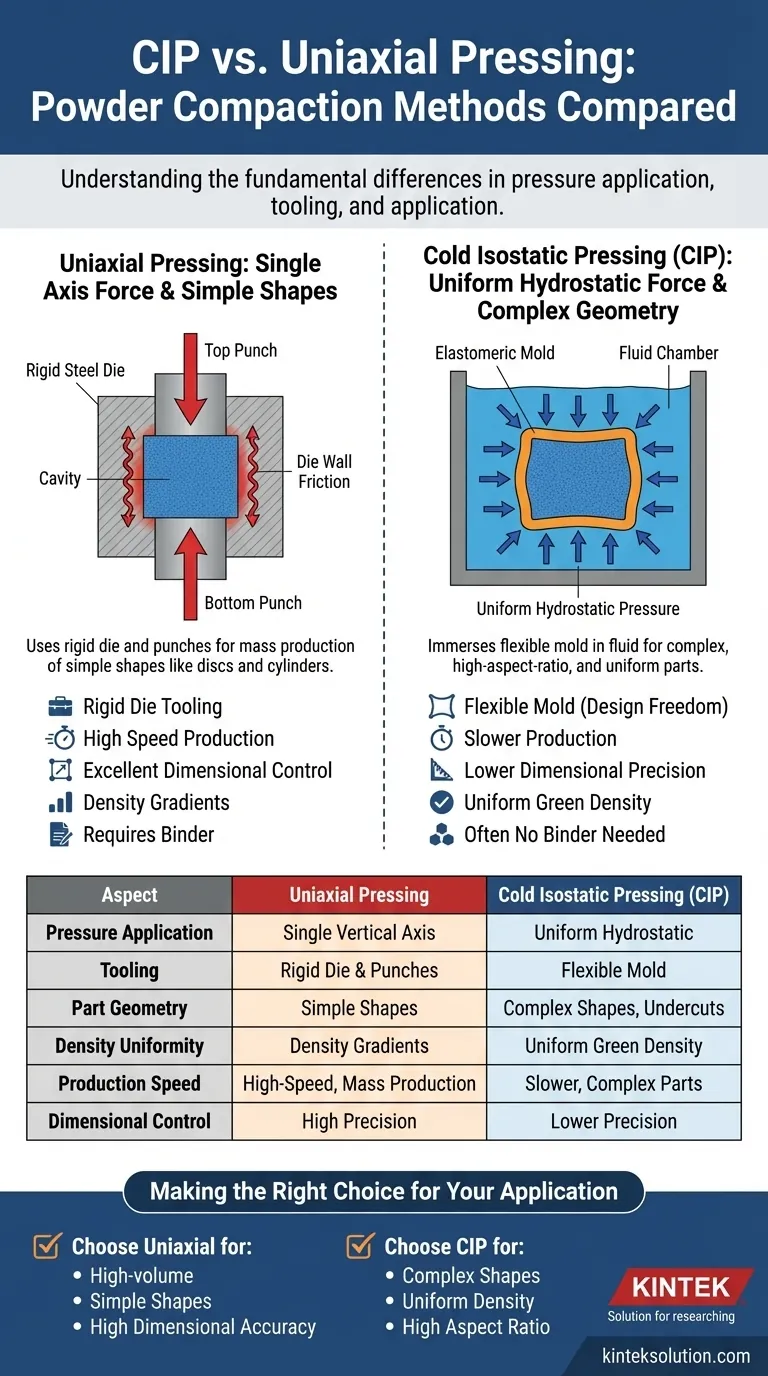
Одноосное прессование: Сила по одной оси
Одноосное прессование включает сжатие порошка, содержащегося в жесткой полости матрицы. Давление прикладывается механически или гидравлически верхним и нижним пуансонами, движущимися вдоль одной оси.
Этот процесс высоко автоматизирован и чрезвычайно быстр, что делает его идеальным для массового производства. Однако существенным недостатком является трение стенок матрицы. По мере движения порошка он трется о неподвижные стенки матрицы, что препятствует равномерному уплотнению и создает градиенты плотности по всей детали.
Холодное изостатическое прессование (ХИП): Равномерное гидростатическое усилие
При ХИП порошок сначала запечатывается в гибкую эластомерную форму (например, толстый резиновый пакет). Вся эта сборка затем погружается в камеру высокого давления, заполненную жидкостью, обычно водой или маслом.
Когда камера герметизируется, жидкость оказывает равное давление на каждую поверхность гибкой формы. Это гидростатическое давление равномерно уплотняет порошок со всех сторон, практически устраняя внутренние напряжения и вариации плотности, вызванные трением стенок матрицы.
Оснастка и геометрические возможности
Оснастка, необходимая для каждого процесса, напрямую определяет сложность и точность изготавливаемых деталей.
Жесткая матрица одноосного прессования: Простота и скорость
Одноосное прессование основано на жесткой оснастке — точно обработанной полости матрицы и пуансонах. Эта установка идеально подходит для простых геометрических форм, таких как диски, цилиндры и прямоугольные блоки.
Поскольку окончательная форма диктуется жесткой, неизменной формой, этот метод обеспечивает превосходный контроль размеров и повторяемость. Это стандартный метод для производства деталей, где точные размеры имеют решающее значение, а геометрия не является сложной.
Гибкая форма ХИП: Свобода дизайна
ХИП использует гибкую форму, что дает ему беспрецедентную свободу дизайна. Он может производить детали со сложными внешними элементами, внутренними полостями и даже поднутрениями.
Кроме того, ХИП не ограничен соотношением сторон детали (высота к ширине). Он может легко формировать длинные, тонкие детали, которые было бы невозможно извлечь из жесткой одноосной матрицы из-за чрезмерного трения стенок матрицы и риска растрескивания.
Понимание компромиссов
Выбор правильного процесса требует объективного взгляда на преимущества и ограничения каждого метода. Ваше решение будет балансом между геометрической сложностью, требуемой плотностью, скоростью производства и стоимостью.
Дилемма точности против сложности
Это основной компромисс. Одноосное прессование обеспечивает высокую точность размеров для простых форм. Жесткая матрица гарантирует, что каждая деталь практически идентична.
ХИП предоставляет возможность создавать очень сложные формы. Однако достижение жестких допусков по размерам является более сложной задачей, поскольку это зависит от идеально равномерной гибкой формы и предсказуемого уплотнения порошка, которое может быть трудно контролировать с высокой точностью.
Градиенты плотности и прочность "сырца"
При одноосном прессовании плотность максимальна вблизи пуансонов и минимальна в середине и вблизи стенок матрицы. Эта неоднородная плотность может привести к деформации или растрескиванию на заключительной стадии спекания.
ХИП производит деталь с исключительно равномерной плотностью "сырца". Эта консистенция приводит к более предсказуемой и равномерной усадке при спекании, уменьшая дефекты и улучшая конечные механические свойства. Полученные "сырые" детали также обладают высокой прочностью, что облегчает их обработку или механическую обработку перед окончательным спеканием.
Связующие и вторичные операции
Одноосное прессование часто требует добавления воскового связующего в порошок для облегчения уплотнения и извлечения. Это связующее должно быть тщательно выжжено перед спеканием, что увеличивает время и сложность процесса.
ХИП часто может уплотнять порошки без какого-либо связующего. Это упрощает общий процесс и устраняет потенциальный источник дефектов, способствуя снижению производственных затрат и получению более надежных конечных деталей.
Правильный выбор для вашего применения
Ваше решение полностью зависит от геометрии вашего компонента, его эксплуатационных требований и целей объема производства.
- Если ваша основная задача — крупносерийное производство простых форм (например, керамических изоляторов, фармацевтических таблеток, простых втулок): Одноосное прессование — превосходный выбор благодаря своей скорости, низкой стоимости за деталь и высокой точности размеров.
- Если ваша основная задача — создание сложных форм с равномерной плотностью (например, турбинных лопаток, близких к конечной форме, сложных медицинских имплантатов, нестандартных огнеупорных компонентов): Холодное изостатическое прессование обеспечивает необходимую свободу дизайна и целостность материала.
- Если ваша основная задача — производство крупных деталей или компонентов с высоким соотношением сторон (длинных и тонких): ХИП является единственным жизнеспособным методом, поскольку он преодолевает фундаментальные ограничения трения стенок матрицы, присущие одноосному прессованию.
Понимая эти основные механические различия, вы можете уверенно выбрать процесс уплотнения, который обеспечит как качество вашего компонента, так и эффективность вашей работы.
Сводная таблица:
| Аспект | Одноосное прессование | Холодное изостатическое прессование (ХИП) |
|---|---|---|
| Применение давления | Одна вертикальная ось | Равномерное гидростатическое давление со всех сторон |
| Оснастка | Жесткая матрица и пуансоны | Гибкая эластомерная форма |
| Геометрия детали | Простые формы (например, диски, цилиндры) | Сложные формы, высокие соотношения сторон, поднутрения |
| Равномерность плотности | Градиенты плотности из-за трения стенок матрицы | Равномерная плотность "сырца" |
| Скорость производства | Высокая скорость, идеально подходит для массового производства | Медленнее, подходит для сложных или мелкосерийных деталей |
| Контроль размеров | Высокая точность и повторяемость | Меньшая точность, более сложный для жестких допусков |
Нужен экспертный совет для нужд вашей лаборатории? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для улучшения ваших процессов уплотнения материалов. Независимо от того, производите ли вы простые или сложные детали, наши решения обеспечивают равномерную плотность, уменьшение дефектов и повышение эффективности. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем поддержать ваши лабораторные требования и помочь вам достичь превосходных результатов!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Какие варианты индивидуальной настройки доступны для электрических лабораторных холодных изостатических прессов? Настройте давление, размер и автоматизацию для вашей лаборатории
- Какие материалы можно уплотнять с помощью электрических лабораторных холодных изостатических прессов? Достижение равномерной плотности для металлов, керамики и многого другого
- Что такое электрический лабораторный холодный изостатический пресс (КИП) и его основная функция? Достижение однородных деталей высокой плотности
- Какую роль играют электрические лабораторные установки холодного изостатического прессования в промышленных условиях? Связующее звено между НИОКР и производством с высокой точностью
- Каковы некоторые исследовательские применения электрических лабораторных ХИП? Достижение равномерного уплотнения порошка для передовых материалов
















