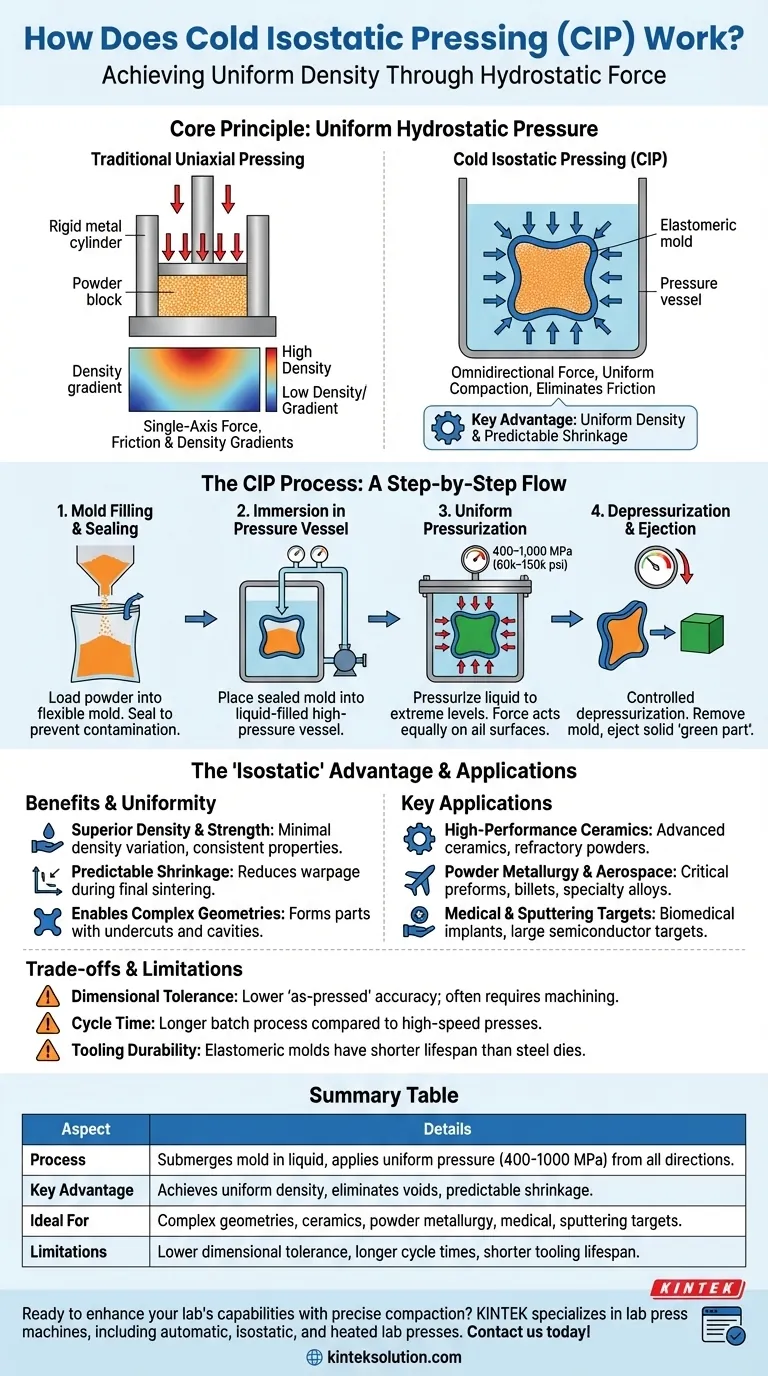
По своей сути, холодное изостатическое прессование (ХИП) работает путем погружения гибкой формы, заполненной порошком, в камеру с жидкостью и приложения огромного, равномерного давления со всех сторон. Эта гидростатическая сила уплотняет порошок в твердое тело, известное как «сырая заготовка», которое обладает исключительно однородной плотностью. В отличие от традиционного прессования, которое прикладывает усилие только по одной оси, ХИП гарантирует, что каждая поверхность детали уплотняется одинаково.
Основное преимущество холодного изостатического прессования заключается не просто в уплотнении, а в достижении равномерной плотности по всему компоненту, независимо от его сложности. Это решает критическую проблему непостоянных свойств материала и непредсказуемой усадки при окончательном спекании, которая преследует другие методы прессования.

Процесс ХИП: Пошаговый разбор
Процесс ХИП представляет собой методичный цикл, предназначенный для превращения рыхлого порошка в связный, удобный для обработки компонент, готовый к последующим этапам производства, таким как спекание.
Шаг 1: Заполнение формы и герметизация
Сначала порошкообразный материал, обычно керамический или металлический, тщательно загружается в гибкую эластомерную форму. Эта форма по сути представляет собой прочный, точно сконструированный мешок из таких материалов, как резина или полиуретан, который определяет геометрию детали. Затем форма герметизируется, чтобы предотвратить попадание сжимающей жидкости в порошок.
Шаг 2: Погружение в сосуд высокого давления
Герметичная форма помещается в камеру сосуда высокого давления. Эта камера заполняется жидкой средой, чаще всего водой или специальным маслом, которая будет выступать в качестве агента передачи давления.
Шаг 3: Равномерное под давлением
Сосуд герметизируется, и насосы повышают давление жидкости до экстремальных уровней, обычно в диапазоне от 400 до 1000 МПа (от 60 000 до 150 000 фунтов на квадратный дюйм). Поскольку давление создается жидкостью, оно действует с одинаковой силой на каждую точку поверхности формы — это «изостатический» принцип. Это интенсивное, равномерное давление консолидирует частицы рыхлого порошка, устраняя пустоты и резко увеличивая плотность материала.
Шаг 4: Сброс давления и извлечение
После выдержки под максимальным давлением в течение заданного времени давление медленно и осторожно сбрасывается. Контролируемая скорость сброса давления имеет решающее значение для предотвращения образования дефектов или трещин в недавно уплотненной детали. После достижения атмосферного давления форма извлекается из сосуда, открывается, и извлекается твердая «сырая заготовка».
«Изостатическое» преимущество: почему равномерное давление имеет значение
Истинная ценность ХИП заключается в том, как оно решает присущие недостатки традиционных методов уплотнения.
Преодоление ограничений одноосного прессования
Представьте себе прессование песка в жестком цилиндре с помощью одного поршня. Песок непосредственно под поршнем сильно уплотняется, но трение о стенки цилиндра не позволяет этому давлению достичь нижних углов. Это создает значительные градиенты плотности.
ХИП отличается. Это похоже на сжатие водяного шара — давление прикладывается идеально и равномерно по всей поверхности. Это устраняет проблему трения о стенки и гарантирует, что каждая часть порошковой массы испытывает одинаковую сжимающую силу.
Результат: Превосходная плотность и прочность
Такое равномерное уплотнение приводит к получению «сырой заготовки» с минимальными изменениями плотности от поверхности до ядра. Равномерная плотность приводит к предсказуемой и равномерной усадке во время заключительной фазы высокотемпературного спекания, уменьшая коробление и внутренние напряжения. Полученный конечный продукт имеет более надежные и согласованные механические свойства.
Обеспечение сложных геометрий
Поскольку давление передается жидкостью, ХИП не ограничено линейным движением набора матриц. Это позволяет формировать очень сложные формы, включая детали с поднутрениями, внутренними полостями или длинными, тонкими профилями, которые невозможно получить с помощью традиционного одноосного прессования.
Понимание компромиссов и ограничений
Хотя ХИП является мощным инструментом, он не является решением для каждого применения. Его преимущества сопряжены с определенными компромиссами, которые необходимо учитывать.
Допуск по размерам
Гибкий характер форм означает, что точность размеров «после прессования» детали ХИП, как правило, ниже, чем та, которая достигается при использовании жесткой стальной оснастки при штамповочном уплотнении. Детали часто требуют окончательной механической обработки для достижения жестких допусков.
Время цикла
ХИП, как правило, является периодическим процессом. Время, необходимое для загрузки, нагнетания давления, сброса давления и выгрузки сосуда, делает его цикл значительно более длительным, чем у автоматических, высокоскоростных механических или гидравлических прессов.
Срок службы оснастки
Хотя эластомерные формы дешевле в изготовлении для прототипов или небольших партий, они подвержены износу и имеют меньший срок службы, чем закаленные стальные матрицы, используемые при традиционном прессовании.
Ключевые области применения и материалы
ХИП превосходно подходит для создания высокоценных компонентов, где целостность материала и однородные свойства являются бескомпромиссными.
Высокоэффективная керамика
Этот процесс идеально подходит для консолидации передовой керамики и тугоплавких порошков. Эти твердые, абразивные материалы трудно равномерно уплотнять другими методами, что делает ХИП необходимым для производства высокочистых керамических компонентов.
Порошковая металлургия и аэрокосмическая промышленность
В порошковой металлургии ХИП используется для создания заготовок для критически важных аэрокосмических и автомобильных компонентов. Он может производить большие слитки специальных сплавов или тугоплавких металлов с высокой прочностью сырой заготовки, с которыми легко обращаться и которые можно обрабатывать до спекания.
Медицинские имплантаты и распыляемые мишени
Способность создавать сложные формы с равномерной плотностью делает ХИП ключевой технологией для производства биомедицинских имплантатов. Он также используется для производства больших, плотных керамических распыляемых мишеней, используемых в производстве полупроводников и плоских дисплеев.
Принятие правильного решения для вашей цели
Выбор правильного метода уплотнения полностью зависит от баланса сложности, объема и требований к производительности вашего проекта.
- Если ваше основное внимание уделяется крупносерийному производству простых форм: Традиционное штамповочное уплотнение, вероятно, будет более экономичным и быстрым.
- Если ваше основное внимание уделяется достижению максимальной, равномерной плотности в сложной или большой детали: Холодное изостатическое прессование является превосходящим техническим выбором.
- Если ваше основное внимание уделяется обработке трудноуплотняемых тугоплавких металлов или передовой керамики: ХИП часто является единственным жизнеспособным методом для получения высококачественной сырой заготовки.
В конечном счете, холодное изостатическое прессование позволяет создавать материалы с структурной однородностью, с которой другие методы просто не могут сравниться.
Сводная таблица:
| Аспект | Подробности |
|---|---|
| Процесс | Погружение формы, заполненной порошком, в жидкость, приложение равномерного давления (400–1000 МПа) со всех сторон |
| Ключевое преимущество | Достижение равномерной плотности, устранение пустот и обеспечение предсказуемой усадки при спекании |
| Идеально подходит для | Сложные геометрические формы, высокоэффективная керамика, порошковая металлургия, медицинские имплантаты, распыляемые мишени |
| Ограничения | Меньший допуск по размерам, более длительное время цикла, меньший срок службы оснастки по сравнению с одноосным прессованием |
Готовы расширить возможности своей лаборатории с помощью точного уплотнения? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и лабораторные прессы с подогревом, разработанные для удовлетворения сложных потребностей лабораторий, работающих с керамикой, металлами и передовыми материалами. Наши решения обеспечивают равномерную плотность, улучшенную целостность материала и поддержку сложных геометрий деталей, гарантируя надежные результаты для ваших исследований и производства. Свяжитесь с нами сегодня, чтобы обсудить, как наше оборудование может оптимизировать ваши процессы и стимулировать инновации в ваших проектах!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Что такое электрический лабораторный холодный изостатический пресс (КИП) и его основная функция? Достижение однородных деталей высокой плотности
- Для каких целей используются возможности высокого давления электрических лабораторных холодных изостатических прессов? Достижение превосходной плотности и сложных деталей
- Каков основной принцип работы электрического лабораторного холодноизостатического пресса (CIP)? Достижение превосходной однородности при прессовании порошков
- Каковы характеристики стандартных готовых электрических лабораторных решений для CIP? Обеспечьте немедленную и экономически эффективную обработку
- Какую роль играют электрические лабораторные установки холодного изостатического прессования в промышленных условиях? Связующее звено между НИОКР и производством с высокой точностью
















