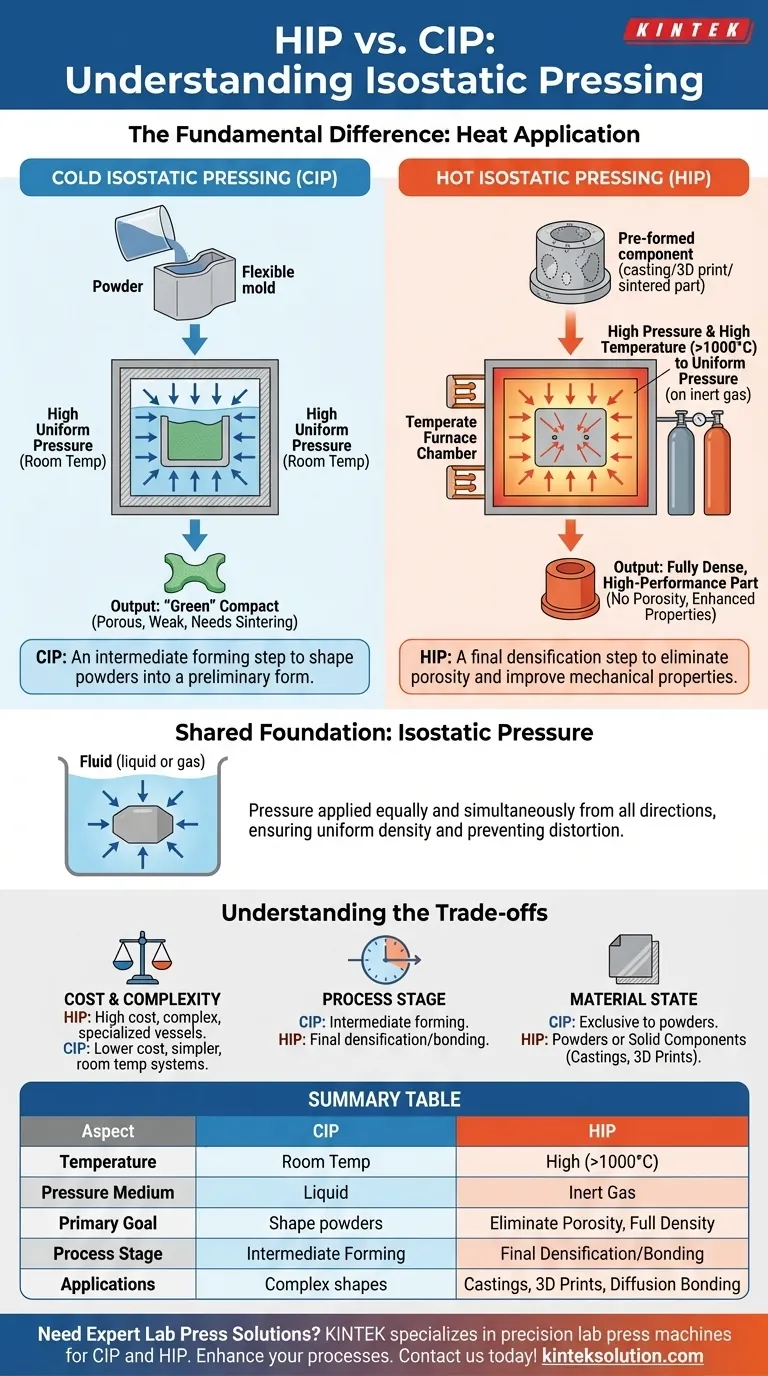
Фундаментальное различие между горячим изостатическим прессованием (ГИП) и холодным изостатическим прессованием (ХИП) заключается в применении тепла. ХИП использует только высокое, равномерное давление при комнатной температуре для уплотнения порошков в предварительную форму, тогда как ГИП одновременно применяет высокое давление и высокую температуру для достижения полной плотности и улучшения конечных свойств детали.
Хотя оба процесса используют равномерное давление для формования материалов, они служат совершенно разным целям. ХИП — это этап формования, используемый для создания хрупкой «сырой» детали из порошка, в то время как ГИП — это финишный этап, используемый для устранения внутренней пористости и создания полностью плотного, высокоэффективного конечного продукта.
Роль давления: общая основа
И ГИП, и ХИП основаны на принципе изостатического давления. Это означает, что давление прикладывается одинаково и одновременно со всех сторон.
Как работает изостатическое давление
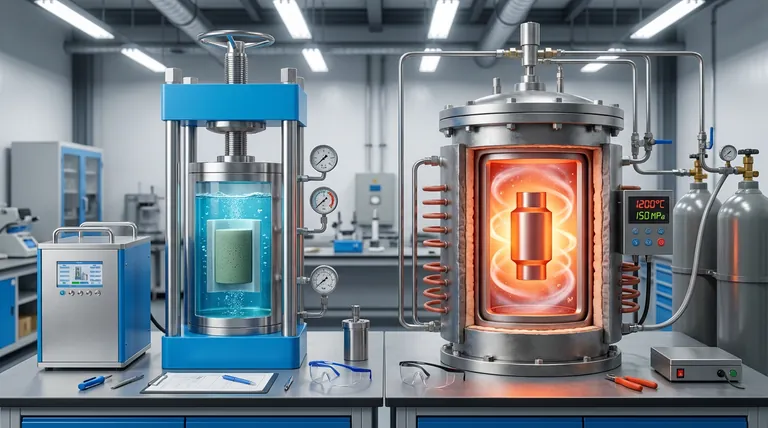
Представьте себе объект, погруженный глубоко в океан; давление воды воздействует на него равномерно со всех сторон. Изостатическое прессование имитирует этот эффект, но использует контролируемую жидкость — жидкость для ХИП, инертный газ, такой как аргон, для ГИП — для уплотнения детали без деформации.
Цель: равномерная плотность
Это равномерное давление гарантирует, что материал уплотняется равномерно, предотвращая коробление, растрескивание и колебания плотности, распространенные при однонаправленных методах прессования. В результате получается деталь с высокооднородными свойствами по всей ее структуре.
Холодное изостатическое прессование (ХИП): формование «сырой» детали
ХИП — это, по сути, процесс консолидации порошка, происходящий при температуре окружающей среды или комнатной температуре. Это промежуточный этап в более крупном производственном цикле.
Процесс при комнатной температуре
При ХИП порошок помещается в гибкую, водонепроницаемую форму или мешок, обычно изготовленный из эластомера, такого как полиуретан или резина. Затем эта герметичная форма погружается в камеру с высоким давлением жидкости, уплотняя порошок в твердую массу, повторяющую форму формы.
Результат: «Сырой» компактированный образец
Полученная деталь называется «сырым» компактированным образцом. Он обладает достаточной структурной целостностью для обращения, но все еще остается пористым и механически слабым. Для достижения окончательной прочности и плотности требуется последующий высокотемпературный процесс, такой как спекание или ГИП.
Основные области применения ХИП
ХИП отлично подходит для изготовления сложных форм из керамических или металлических порошков. Его способность создавать равномерную плотность в сыром состоянии делает его предпочтительным методом подготовки компонентов к окончательному спеканию.
Горячее изостатическое прессование (ГИП): достижение окончательной плотности и производительности
ГИП — это процесс термической обработки, используемый для улучшения механических свойств материалов. Часто это последний производственный этап для критически важных компонентов.
Сочетание тепла и давления
Применяя как экстремальное давление, так и высокие температуры (часто превышающие 1000°C), ГИП закрывает внутренние пустоты в материале. Тепло снижает предел текучести материала, позволяя высокому давлению вызывать пластическую деформацию и ползучесть, эффективно сжимая микроскопические поры.
Цель: устранение пористости
ГИП не имеет себе равных по своей способности устранять пористость в отливках, напечатанных на 3D-принтере металлических деталях и спеченных компонентах. Этот процесс «залечивает» внутренние дефекты, в результате чего получается полностью плотный материал с резко увеличенным ресурсом усталости, пластичностью и ударной вязкостью.
Помимо плотности: диффузионная сварка
Высокие температуры и давления при ГИП также способствуют твердофазной диффузионной сварке. Это позволяет соединять два или более разнородных материала на атомном уровне без их плавления, создавая соединение, столь же прочное, как и исходные материалы.
Понимание компромиссов
Выбор между ХИП и ГИП требует понимания их различных ролей, затрат и возможностей в производственном цикле.
Стоимость и сложность
ГИП является значительно более дорогим и сложным процессом, чем ХИП. Специализированные сосуды под давлением, способные выдерживать высокотемпературный газ, представляют собой крупные капиталовложения. Системы ХИП, работающие при комнатной температуре с использованием жидкостей, по сравнению с ними проще и менее затратны.
Стадия процесса
Это наиболее важное различие. ХИП — это промежуточный процесс формования, используемый для создания формы. ГИП — это процесс окончательного уплотнения или близкий к нему, используемый для доведения детали до совершенства, которая уже была сформирована (например, путем литья, 3D-печати или ХИП и спекания).
Состояние материала и применение
ХИП действует исключительно с порошками. В отличие от этого, ГИП может применяться к порошкам (инкапсулированный ГИП), но чаще используется для улучшения сплошных компонентов, которые уже близки к своей окончательной форме, но содержат внутренние дефекты.
Выбор правильного процесса для вашей цели
Ваш выбор определяется тем, создаете ли вы деталь с нуля или совершенствуете существующую.
- Если ваша основная задача — создание однородной, предварительно спеченной формы из порошка: Используйте ХИП для формирования высококачественного «сырого» компактированного образца с постоянной плотностью.
- Если ваша основная задача — достижение максимальной плотности и устранение внутренних дефектов в готовой детали: Используйте ГИП для устранения пор в отливках, 3D-отпечатках или спеченных компонентах, резко повышая механические характеристики.
- Если ваша основная задача — соединение разнородных материалов без плавления: Используйте ГИП для достижения мощной твердофазной диффузионной связи для сложных многокомпонентных деталей.
В конечном счете, эти процессы являются не конкурентами, а взаимодополняющими инструментами, используемыми на разных этапах для достижения превосходного конечного продукта.
Сводная таблица:
| Аспект | Холодное изостатическое прессование (ХИП) | Горячее изостатическое прессование (ГИП) |
|---|---|---|
| Температура | Комнатная температура | Высокая температура (например, >1,000°C) |
| Среда давления | Жидкость | Инертный газ (например, аргон) |
| Основная цель | Формование порошков в «сырые» компактированные образцы | Устранение пористости, достижение полной плотности |
| Стадия процесса | Промежуточное формование | Окончательное уплотнение или склеивание |
| Применение | Сложные формы из порошков | Литье, 3D-печать, диффузионная сварка |
Нужны экспертные решения для лабораторных прессов? KINTEK специализируется на машинах для лабораторного прессования, включая автоматические лабораторные прессы, изостатические прессы и лабораторные прессы с подогревом, разработанные для удовлетворения уникальных потребностей вашей лаборатории. Независимо от того, формуете ли вы порошки с помощью ХИП или добиваетесь полной плотности с помощью ГИП, наше оборудование гарантирует точность, эффективность и надежность. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем улучшить ваши процессы и обеспечить превосходные результаты — свяжитесь с нами сейчас!
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Лабораторные изостатические пресс-формы для изостатического формования
- Ручной холодный изостатический прессования CIP машина гранулы пресс
Люди также спрашивают
- Как материалы с жертвенным объемом (SVM) поддерживают микроканалы при изостатическом прессовании? Обеспечение структурной целостности
- Какова функция эластичных форм при горячем изостатическом прессовании? Достижение равномерной плотности в композитных частицах
- Каков процесс изостатического прессования в горячих условиях? Освоение равномерной плотности с помощью технологии WIP
- Каковы преимущества использования теплого изостатического пресса (WIP) для аккумуляторов? Достижение превосходного контактного интерфейса
- Почему композитные катоды должны быть герметично упакованы в ламинационные пакеты для вакуумирования при ВПП? Обеспечение стабильности и плотности аккумулятора



















