По сути, холодное изостатическое прессование (ХИП) — это производственный метод, в котором используется жидкость для приложения экстремального, равномерного давления на порошкообразный материал, запечатанный внутри гибкой формы. Этот процесс уплотняет порошок в твердый объект с постоянной плотностью и повышенной прочностью до того, как он пройдет окончательную обработку, например, спекание. Он коренным образом отличается от традиционного прессования, которое прикладывает усилие только в одном или двух направлениях.
Основной принцип ХИП заключается в использовании жидкой среды под давлением для использования закона Паскаля. Это гарантирует, что давление прикладывается одинаково со всех направлений, устраняя внутренние пустоты и различия в плотности, которые присущи другим методам уплотнения, и в результате получается превосходная, высокооднородная «сырая» деталь.
Основной принцип: почему «изостатический» имеет значение
Чтобы понять ХИП, вы должны сначала понять концепцию «изостатического» давления. Это ключевой фактор, отличающий процесс и источник его основных преимуществ.
Использование закона Паскаля
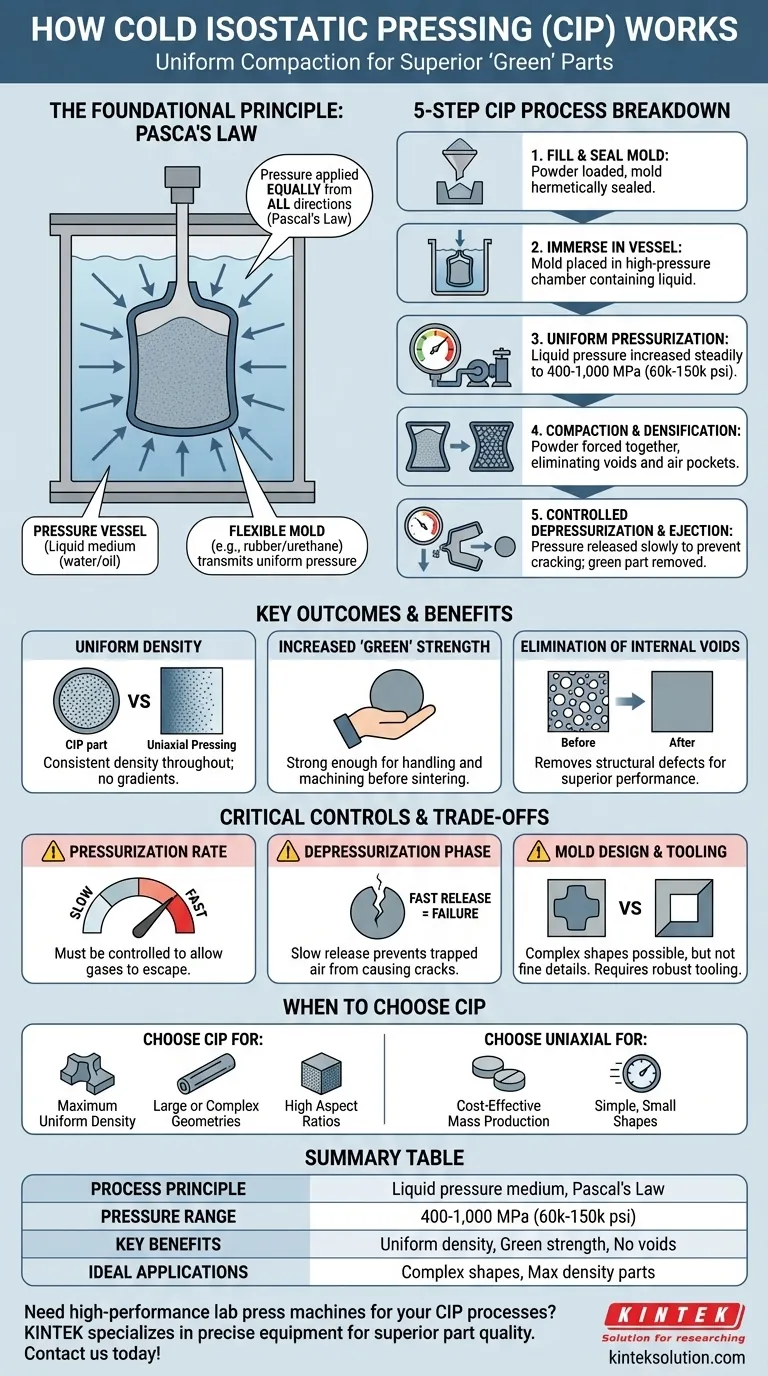
Процесс основан на законе Паскаля — фундаментальном принципе гидромеханики. Этот закон гласит, что давление, приложенное к замкнутой, несжимаемой жидкости, передается одинаково во всех направлениях по всей жидкости.
Погружая компонент в жидкость, такую как вода или масло, в герметичном сосуде, прикладываемое давление не является направленным. Оно давит внутрь на каждую поверхность формы с одинаковой силой, чего невозможно достичь с помощью механического пресса.
Роль гибкой формы
Порошок удерживается внутри герметичной гибкой формы, изготовленной из эластомера, такого как резина, уретан или ПВХ. Эта форма действует как барьер между порошком и жидкостью под давлением.
Поскольку форма гибкая, она идеально передает равномерное гидравлическое давление от жидкости непосредственно на содержащийся в ней порошок, обеспечивая изостатическое уплотнение самого порошка.
Пошаговое описание процесса ХИП
Цикл ХИП представляет собой контролируемую и точную последовательность, предназначенную для превращения рыхлого порошка в плотное твердое тело.
Шаг 1: Заполнение формы и герметизация
Процесс начинается с заполнения гибкой формы желаемым порошком. Форма определяет исходную форму компонента. После заполнения она герметизируется, чтобы предотвратить проникновение жидкости под давлением в порошок.
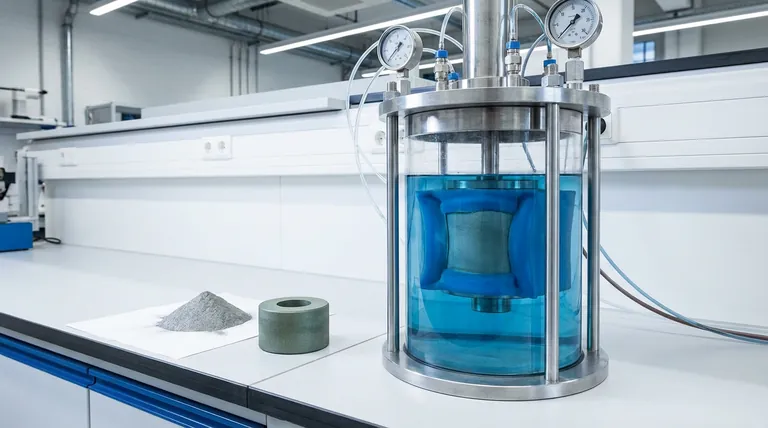
Шаг 2: Погружение в сосуд под давлением
Затем герметизированная форма помещается в камеру сосуда высокого давления. Эта камера заполняется жидкой средой, обычно водой или специальным маслом, которая будет служить для передачи давления.
Шаг 3: Равномерное повышение давления
Сосуд герметизируется, а насосы повышают давление жидкости до экстремальных уровней, обычно от 400 до 1000 МПа (60 000–150 000 фунтов на квадратный дюйм). Давление подается постоянно, чтобы обеспечить его равномерное проникновение в систему.
Шаг 4: Уплотнение и повышение плотности
Под этим огромным, равномерным давлением частицы порошка сближаются. Воздушные карманы и пустоты между частицами схлопываются, и материал уплотняется в твердую форму с плотностью, близкой к теоретическому максимуму. Деталь теперь называется «сырым» компактом.
Шаг 5: Контролируемое сброс давления и извлечение
После заданного времени выдержки давление медленно и осторожно сбрасывается. Форма, содержащая только что уплотненную деталь, извлекается из сосуда. Затем деталь извлекается из формы, теперь уже достаточно прочная для обращения и последующих производственных этапов.
Ключевые результаты: свойства детали, изготовленной методом ХИП
Уникальная природа изостатического давления дает деталям явные преимущества по сравнению с деталями, изготовленными с помощью обычного прессования.
Однородная плотность
Поскольку давление прикладывается со всех сторон, получающийся компонент имеет высокооднородную плотность по всей своей структуре. Это критическое преимущество по сравнению с одноосным (однонаправленным) прессованием, которое часто создает градиенты плотности, причем области, наиболее удаленные от пресса-пуансона, имеют меньшую плотность.
Повышенная «сырая» прочность
Взаимное сцепление частиц порошка во время уплотнения придает «сырой» детали значительную механическую прочность. Хотя она еще не находится в своем окончательном, упрочненном состоянии, она достаточно прочна, чтобы ею можно было манипулировать, обрабатывать на станке или транспортировать на следующий этап, которым обычно является высокотемпературная печь для спекания.
Устранение внутренних пустот
Основной механизм ХИП — устранение пористости. Сжимая материал со всех сторон, процесс эффективно удаляет пустоты, которые могут стать структурными дефектами в конечном продукте, что приводит к превосходной производительности и надежности.
Понимание компромиссов и критического контроля
Несмотря на свою мощность, ХИП — это технический процесс, в котором контроль имеет первостепенное значение для успеха. Неправильное управление его переменными может привести к браку деталей.
Важность скорости повышения давления
Слишком быстрое повышение давления может привести к задержке воздуха внутри порошка, что вызовет дефекты или помешает полному уплотнению. Контролируемая, стабильная скорость повышения давления необходима для того, чтобы газы могли выйти и обеспечить равномерное уплотнение детали.
Критическая фаза сброса давления
Слишком быстрое сброс давления является частой причиной выхода деталей из строя. Любой остаточный воздух, захваченный в микропорах детали, будет находиться под чрезвычайно высоким давлением. Резкое падение внешнего давления заставляет этот захваченный воздух резко расширяться, что может вызвать трещины, расслоение или даже катастрофический отказ «сырой» детали.
Конструкция формы и оснастка
Гибкие формы допускают сложные очертания, но имеют ограничения. Они не могут легко создавать острые внешние углы или очень мелкие детали. Кроме того, высокие давления требуют прочных и, следовательно, дорогих сосудов под давлением и оснастки.
Когда выбирать холодное изостатическое прессование
Решение об использовании ХИП полностью зависит от геометрической сложности и требований к производительности вашего конечного компонента.
- Если ваша основная цель — достижение максимальной однородной плотности: ХИП является превосходным методом, поскольку он устраняет градиенты плотности, присущие одноосному прессованию.
- Если ваша основная цель — производство крупногабаритных или сложных форм: ХИП дает значительное преимущество для деталей с высоким соотношением сторон (длинных и тонких) или сложной геометрией, которые трудно или невозможно изготовить в жесткой матрице.
- Если ваша основная цель — экономичное серийное производство простых форм: Традиционное одноосное матричное прессование часто является более экономичным и быстрым выбором для небольших, более простых компонентов, таких как таблетки или втулки.
В конечном счете, холодное изостатическое прессование является важным инструментом для создания высокоэффективных заготовок материала, где внутренняя однородность и структурная целостность имеют первостепенное значение.
Сводная таблица:
| Ключевой аспект | Подробности |
|---|---|
| Принцип процесса | Использует жидкую среду под давлением и закон Паскаля для равномерного уплотнения |
| Диапазон давления | 400–1000 МПа (60 000–150 000 фунтов на квадратный дюйм) |
| Ключевые преимущества | Однородная плотность, повышенная «сырая» прочность, устранение внутренних пустот |
| Идеальное применение | Сложные формы, высокое соотношение сторон, детали, требующие максимальной плотности |
| Критический контроль | Контролируемое повышение и сброс давления для предотвращения дефектов |
Нужны высокопроизводительные лабораторные прессы для ваших процессов ХИП? KINTEK специализируется на автоматических лабораторных прессах, изостатических прессах, лабораторных прессах с подогревом и многом другом для удовлетворения потребностей вашей лаборатории. Наше оборудование обеспечивает точный контроль давления и равномерное уплотнение для превосходного качества деталей. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем улучшить вашу обработку материалов и повысить эффективность!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Каков основной принцип работы электрического лабораторного холодноизостатического пресса (CIP)? Достижение превосходной однородности при прессовании порошков
- Какие материалы можно уплотнять с помощью электрических лабораторных холодных изостатических прессов? Достижение равномерной плотности для металлов, керамики и многого другого
- Как электрическое холодно-изостатическое прессование (ХИП) способствует экономии средств? Разблокируйте эффективность и сократите расходы
- Какую роль играют электрические лабораторные установки холодного изостатического прессования в промышленных условиях? Связующее звено между НИОКР и производством с высокой точностью
- Какие варианты индивидуальной настройки доступны для электрических лабораторных холодных изостатических прессов? Настройте давление, размер и автоматизацию для вашей лаборатории
















