В своей основе автоматизированное холодное изостатическое прессование (ХИП) работает путем герметизации порошкового материала или предварительно сформованной детали внутри гибкой, герметичной формы. Затем эта форма помещается в сосуд высокого давления, который заполняется жидкой средой. Автоматизированная система затем перекачивает эту жидкость под чрезвычайно высоким давлением, равномерно уплотняя материал со всех сторон, прежде чем безопасно снизить давление в сосуде и извлечь деталь.
Автоматизация превращает ХИП из лабораторной концепции в надежный производственный процесс. Основная цель состоит не только в механизации этапов, но и в достижении беспрецедентной согласованности плотности материала путем точного контроля применения равномерного давления.

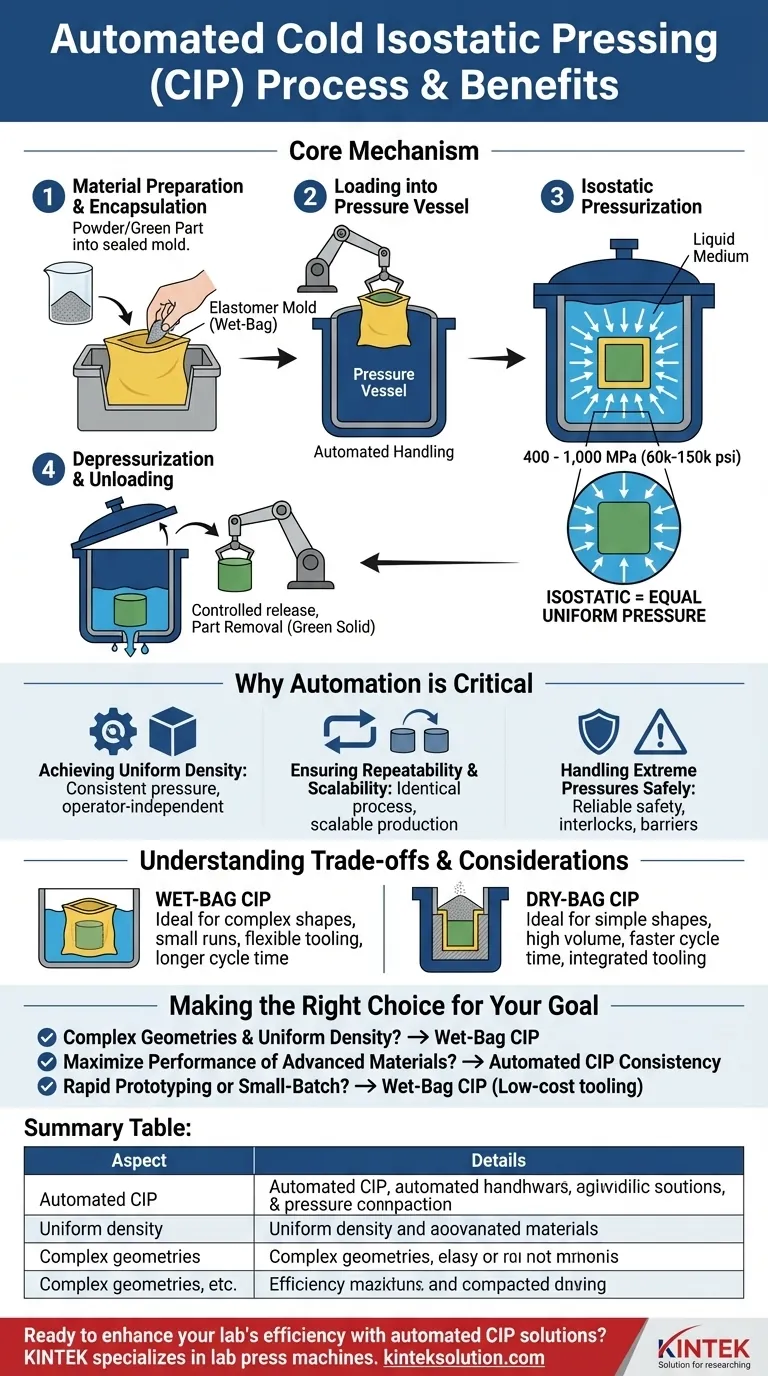
Основной механизм автоматизированного ХИП
Автоматизация холодного изостатического прессования следует точной, машиной управляемой последовательности, разработанной для обеспечения безопасности, повторяемости и качества материала. Каждый шаг имеет решающее значение для получения равномерно плотной конечной детали.
Шаг 1: Подготовка и герметизация материала
Процесс начинается с материала, который обычно представляет собой рыхлый порошок или предварительно спрессованную, низкоплотную форму, известную как "сырая" деталь. Этот материал тщательно заполняется в гибкий, водонепроницаемый контейнер, часто изготовленный из эластомера, такого как резина или полиуретан. Затем форма герметично запечатывается, чтобы предотвратить загрязнение материала прессующей жидкостью.
Шаг 2: Загрузка в сосуд высокого давления
Запечатанная форма затем загружается в высокопрочный сосуд высокого давления. В полностью автоматизированной системе эту операцию выполняет роботизированная рука или конвейерная система, обеспечивая точное размещение и исключая ручную обработку того, что может быть тяжелой оснасткой.
Шаг 3: Изостатическое прессование
Это сердце процесса. Сосуд герметизируется, и в камеру закачивается жидкая среда — обычно вода или специализированное масло. Автоматизированная система управления наращивает давление, обычно до значений от 400 до 1000 МПа (или от 60 000 до 150 000 фунтов на квадратный дюйм).
Поскольку давление передается через жидкость, оно прикладывается с одинаковой интенсивностью ко всем поверхностям формы. В этом и заключается смысл "изостатического" (изо = равный), что обеспечивает равномерное уплотнение материала без градиентов плотности, характерных для одноосного (однонаправленного) прессования.
Шаг 4: Снижение давления и разгрузка
После выдержки максимального давления в течение заданного времени система управления безопасно и постепенно сбрасывает его. Жидкость сливается из сосуда, крышка открывается, и автоматизированная система обработки удаляет форму. Деталь внутри теперь представляет собой сильно уплотненное "сырое" тело с достаточной прочностью для обработки и последующих операций, таких как спекание.
Почему автоматизация критически важна для ХИП
Автоматизация процесса ХИП – это не просто вопрос удобства; она является основой для использования всего потенциала технологии в производственной среде.
Достижение равномерной плотности
Ключевым преимуществом ХИП является равномерная плотность, которую он придает компоненту. Автоматизированная система гарантирует, что каждая отдельная деталь подвергается точно такой же кривой давления и продолжительности, исключая изменчивость оператора и обеспечивая постоянные свойства материала от партии к партии.
Обеспечение повторяемости и масштабируемости
Чтобы производство было жизнеспособным, оно должно быть повторяемым. Автоматизация гарантирует, что сложная последовательность загрузки, герметизации, прессования и разгрузки происходит идентично каждый раз. Эта точность позволяет масштабировать процесс от одного прототипа до тысяч единиц.
Безопасная работа при экстремальных давлениях
Давления, используемые в ХИП, огромны и представляют значительные риски для безопасности. Автоматизированные системы оснащены надежными блокировками безопасности, контролируемыми скоростями снижения давления и физическими барьерами, которые намного надежнее ручных процедур, что делает процесс безопасным для промышленной эксплуатации.
Понимание компромиссов и соображений
Хотя автоматизированный ХИП является мощным, он не является универсальным решением. Понимание его операционного контекста является ключом к его эффективному использованию.
Различие между "мокрым" и "сухим" прессованием
Описанный выше процесс известен как ХИП "мокрым мешком", когда форма физически погружается в жидкость. Этот метод очень гибок и идеален для сложных форм или небольших производственных партий.
Альтернативой является ХИП "сухим мешком", где гибкая мембрана интегрирована непосредственно в стенку сосуда высокого давления. Этот подход быстрее и больше подходит для крупносерийного производства более простых, стандартизированных форм, так как порошок заполняется непосредственно в пресс.
Оснастка и время цикла
Эластомерные формы при ХИП "мокрым мешком" являются расходными материалами и со временем могут изнашиваться, что представляет собой постоянные эксплуатационные расходы. Кроме того, время цикла ХИП, которое включает заполнение, прессование, снижение давления и слив большого сосуда, значительно дольше, чем у обычных методов механического прессования.
Правильный выбор для вашей цели
Чтобы решить, подходит ли автоматизированный ХИП, рассмотрите конечную цель для вашего компонента.
- Если ваша основная задача – производство сложных геометрических форм с равномерной плотностью: Гибкость оснастки для ХИП "мокрым мешком" делает его отличным выбором для деталей, которые трудно или невозможно получить с помощью жестких матриц.
- Если ваша основная задача – максимизация производительности передовых материалов: Для технической керамики, тугоплавких металлов или композитов, где внутренние пустоты являются точками отказа, постоянство автоматизированного ХИП является критическим преимуществом.
- Если ваша основная задача – быстрое прототипирование или мелкосерийное производство: ХИП "мокрым мешком" предлагает относительно недорогой подход к оснастке по сравнению с закаленными стальными матрицами, необходимыми для традиционного прессования, что делает его идеальным для разработки.
В конечном итоге, автоматизация процесса ХИП превращает мощный принцип консолидации материалов в надежный и точный производственный инструмент.
Сводная таблица:
| Аспект | Подробности |
|---|---|
| Тип процесса | Автоматизированное холодное изостатическое прессование (ХИП) |
| Ключевые шаги | Герметизация материала, загрузка, прессование (400-1000 МПа), снижение давления |
| Преимущества | Равномерная плотность, высокая повторяемость, повышенная безопасность, масштабируемость |
| Применение | Сложные геометрические формы, передовые материалы, прототипирование, мелкосерийное производство |
| Методы | ХИП "мокрым мешком" (гибкий для сложных форм), ХИП "сухим мешком" (быстрый для больших объемов) |
Готовы повысить эффективность своей лаборатории с помощью автоматизированных решений ХИП? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для обеспечения точного контроля давления и равномерного уплотнения для ваших лабораторных нужд. Наше оборудование обеспечивает превосходную плотность материала и масштабируемость, помогая вам достигать стабильных результатов в прототипировании и производстве. Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут принести пользу вашим конкретным применениям!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Для каких целей используются возможности высокого давления электрических лабораторных холодных изостатических прессов? Достижение превосходной плотности и сложных деталей
- Какие материалы можно уплотнять с помощью электрических лабораторных холодных изостатических прессов? Достижение равномерной плотности для металлов, керамики и многого другого
- Какую роль играют электрические лабораторные установки холодного изостатического прессования в промышленных условиях? Связующее звено между НИОКР и производством с высокой точностью
- Каковы некоторые исследовательские применения электрических лабораторных ХИП? Достижение равномерного уплотнения порошка для передовых материалов
- Каковы характеристики стандартных готовых электрических лабораторных решений для CIP? Обеспечьте немедленную и экономически эффективную обработку
















