Холодноизостатическое прессование (HIP) является предпочтительным выбором при производстве компонентов, требующих сложной геометрии, экстремальных соотношений длины к диаметру или превосходной целостности внутренней структуры. В то время как одноосное штамповочное прессование подходит для простых, крупносерийных форм, HIP необходимо, когда применение требует равномерной плотности материала и устранения градиентов внутренних напряжений.
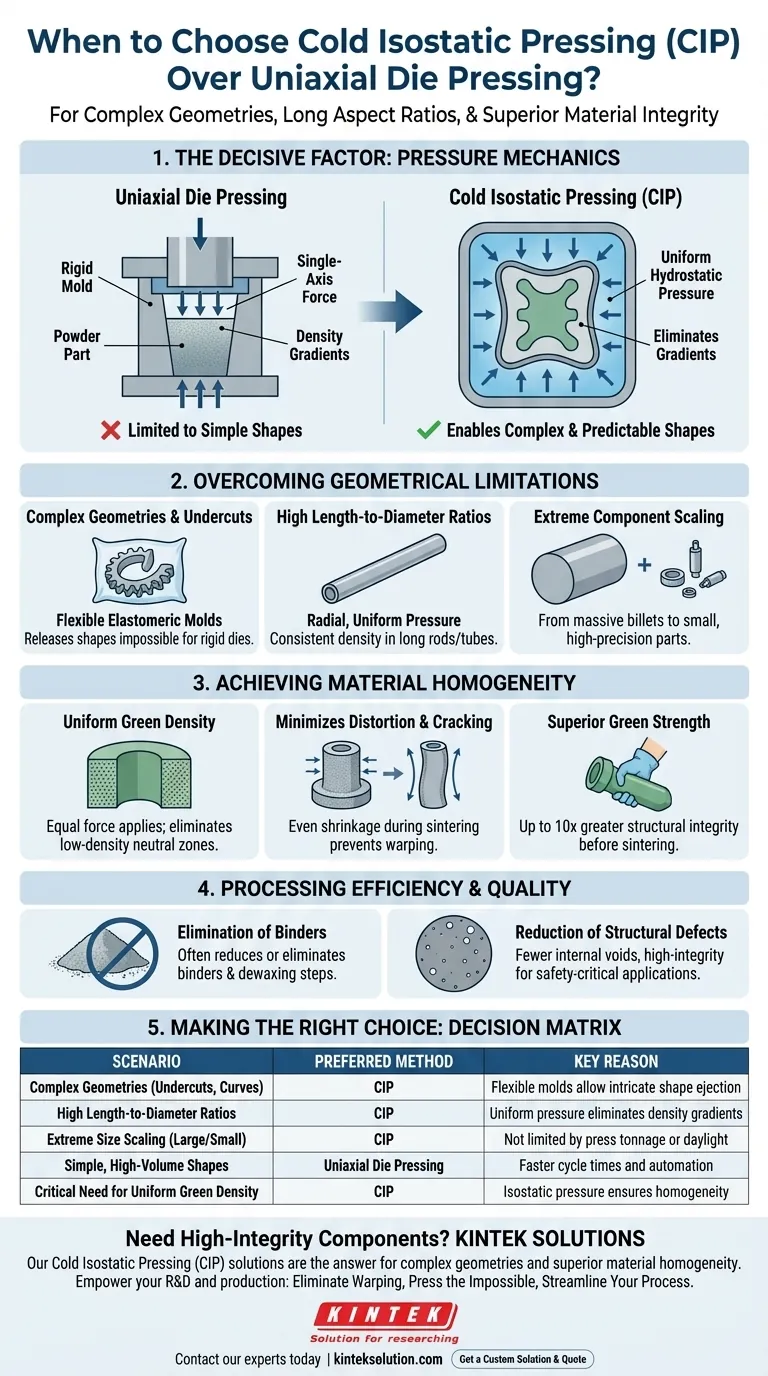
Решающим фактором является механика приложения давления: в отличие от одноосной силы штамповочного прессования, HIP прикладывает равномерное гидростатическое давление со всех сторон. Это устраняет градиенты плотности, вызывающие коробление, обеспечивая предсказуемую усадку при спекании и производство форм, которые жесткие матрицы просто не могут извлечь.

Преодоление геометрических ограничений
Сложные и замысловатые геометрии
Одноосное прессование ограничено жесткими формами, требующими прямого пути извлечения. HIP использует гибкие эластомерные формы (обычно из резины или уретана), что позволяет производить детали с поднутрениями, сложными кривыми и неправильными формами, которые невозможно извлечь из жесткой матрицы.
Высокие соотношения длины к диаметру
При одноосном прессовании трение между порошком и стенкой матрицы приводит к значительному падению плотности по мере увеличения длины детали. HIP полностью устраняет это ограничение, поскольку давление прикладывается радиально и равномерно. Это позволяет создавать длинные, тонкие стержни или трубки с постоянной плотностью по всей их длине.
Экстремальное масштабирование компонентов
HIP уникально универсален в отношении размеров. Это предпочтительный метод для производства массивных заготовок или преформ, которые превышают тоннаж, ход или возможности стандартных одноосных прессов. И наоборот, он также эффективен для консолидации очень мелких, высокоточных компонентов.
Достижение однородности материала
Равномерная зеленая плотность
«Изостатический» характер HIP включает погружение формы в жидкую среду (воду или масло) для равномерного приложения силы со всех сторон. Это приводит к равномерной зеленой плотности по всей детали, устраняя низкоплотные «нейтральные зоны», часто встречающиеся в центре деталей, прессованных в матрице.
Минимизация искажений и трещин
Поскольку плотность равномерна, деталь равномерно усаживается во всех направлениях в процессе спекания (обжига). Эта предсказуемость критически важна для высокопроизводительной керамики и металлов, поскольку она значительно минимизирует коробление, искажения и трещины, возникающие из-за неравномерной упаковки частиц.
Превосходная зеленая прочность
Компакты, сформированные методом HIP, обладают значительно более высокой структурной целостностью перед спеканием. Ссылки указывают на то, что зеленая прочность может быть в 10 раз выше, чем у деталей, уплотненных в матрице, что облегчает обработку и механическую обработку хрупких преформ перед обжигом.
Эффективность и качество обработки
Устранение связующих веществ
HIP часто может консолидировать порошки без необходимости использования значительных связующих веществ. Это позволяет производителям исключить восковые связующие вещества и связанные с ними этапы удаления воска, оптимизируя цикл термической обработки и уменьшая потенциальные источники загрязнения.
Уменьшение структурных дефектов
Равномерное приложение давления снижает концентрацию внутренних напряжений. Устраняя градиенты давления, присущие одноосному прессованию, HIP производит заготовки высокой целостности с меньшим количеством внутренних пустот или структурных дефектов, что необходимо для критически важных с точки зрения безопасности применений.
Понимание компромиссов
Время цикла и автоматизация
Хотя HIP обеспечивает превосходное качество, это, как правило, пакетный процесс, который может быть медленнее, чем высокоскоростной автоматизированный цикл одноосного штамповочного прессования.
Качество поверхности и допуски
Поскольку форма гибкая, внешняя поверхность детали HIP часто менее точна, чем у детали, прессованной в матрице. Последующая механическая обработка часто требуется для достижения окончательных допусков по чистовой форме по наружному диаметру, в то время как штамповочное прессование создает фиксированные боковые размеры.
Сделайте правильный выбор для вашей цели
Чтобы определить, является ли HIP правильным решением для вашего конкретного применения, рассмотрите ваши основные ограничения:
- Если ваш основной фокус — геометрическая сложность: Выбирайте HIP для деталей с поднутрениями, длинными соотношениями сторон или формами, которые не могут быть извлечены из жесткой матрицы.
- Если ваш основной фокус — целостность материала: Выбирайте HIP для обеспечения равномерной плотности и предотвращения растрескивания или коробления на этапе спекания.
- Если ваш основной фокус — чистота процесса: Выбирайте HIP, если вам нужно минимизировать или исключить восковые связующие вещества и последующий процесс удаления воска.
Используя равномерное давление холодноизостатического прессования, вы обмениваете скорость простого штамповочного прессования на возможность производства более крупных, прочных и сложных компонентов с предсказуемыми высококачественными результатами.
Сводная таблица:
| Сценарий | Предпочтительный метод | Ключевая причина |
|---|---|---|
| Сложные геометрии (поднутрения, кривые) | HIP | Гибкие формы позволяют извлекать замысловатые формы |
| Высокие соотношения длины к диаметру | HIP | Равномерное радиальное давление устраняет градиенты плотности |
| Экстремальное масштабирование размеров (очень крупные/мелкие детали) | HIP | Не ограничено тоннажем пресса или дневным светом |
| Простые, крупносерийные формы | Одноосное штамповочное прессование | Более быстрое время цикла и автоматизация |
| Критическая потребность в равномерной зеленой плотности | HIP | Изостатическое давление обеспечивает однородность, минимизируя дефекты спекания |
Нужно производить сложные, высококачественные компоненты?
Если ваш проект включает сложную геометрию, длинные соотношения сторон или требует превосходной однородности материала, решения KINTEK для холодноизостатического прессования (HIP) — это то, что вам нужно. Наши лабораторные прессы, включая изостатические и автоматические лабораторные прессы, разработаны для того, чтобы помочь вам достичь равномерной плотности и устранить градиенты внутренних напряжений для предсказуемых, высококачественных результатов.
Позвольте KINTEK расширить возможности ваших исследований и разработок и производства:
- Устраните коробление и растрескивание: Достигните равномерной усадки при спекании.
- Прессуйте невозможное: Создавайте детали с поднутрениями и экстремальными масштабами, с которыми не справятся жесткие матрицы.
- Оптимизируйте свой процесс: Уменьшите или исключите связующие вещества и связанные с ними этапы удаления воска.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши технологии HIP могут удовлетворить ваши конкретные лабораторные потребности.
Получить индивидуальное решение и предложение
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Каковы характеристики стандартных готовых электрических лабораторных решений для CIP? Обеспечьте немедленную и экономически эффективную обработку
- Каковы некоторые исследовательские применения электрических лабораторных ХИП? Достижение равномерного уплотнения порошка для передовых материалов
- Какую роль играют электрические лабораторные установки холодного изостатического прессования в промышленных условиях? Связующее звено между НИОКР и производством с высокой точностью
- Какие варианты индивидуальной настройки доступны для электрических лабораторных холодных изостатических прессов? Настройте давление, размер и автоматизацию для вашей лаборатории
- Как электрическое холодно-изостатическое прессование (ХИП) способствует экономии средств? Разблокируйте эффективность и сократите расходы
















