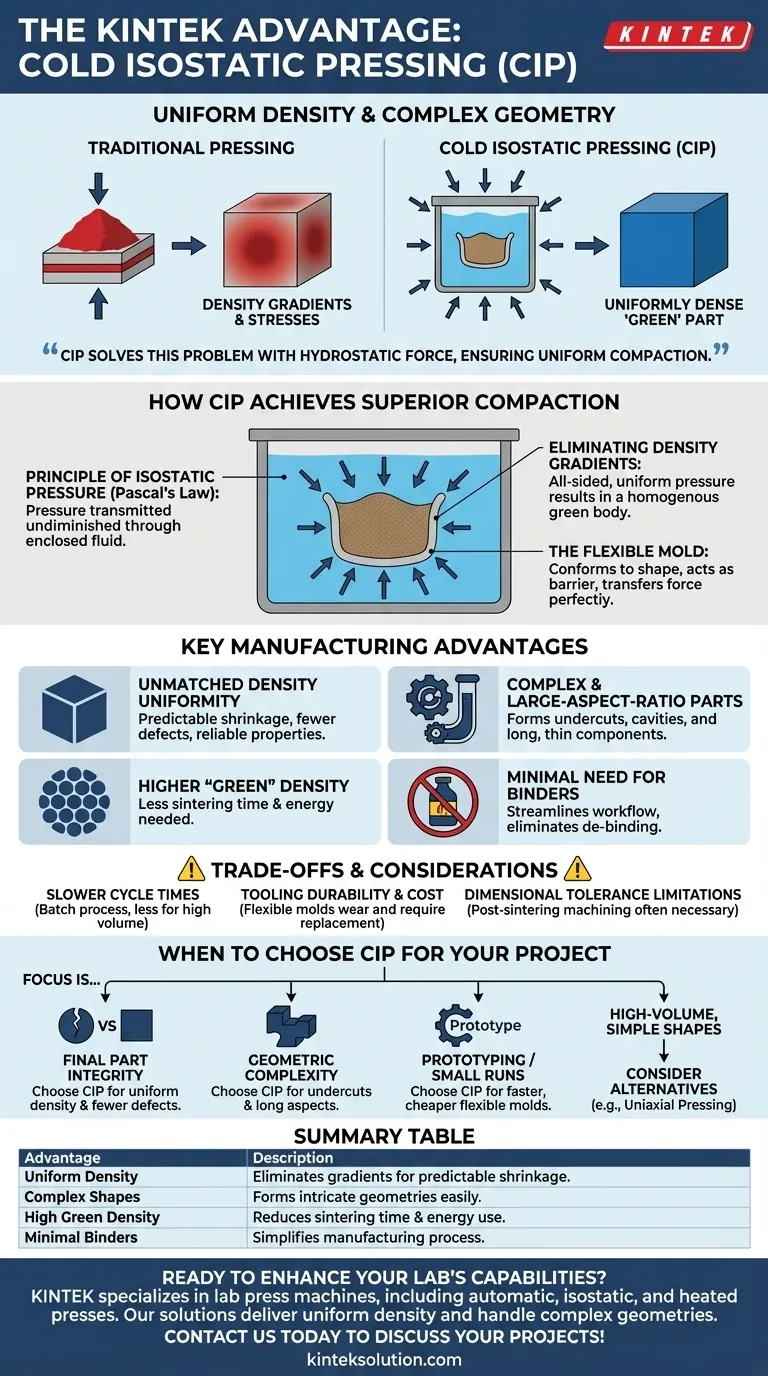
Когда равномерная плотность и сложная геометрия являются обязательными условиями, холодное изостатическое прессование (ХИП) предоставляет значительное преимущество по сравнению с традиционными методами прессования. Применяя жидкое давление равномерно со всех сторон, ХИП уплотняет порошки в твердую форму с исключительно равномерной плотностью. Этот процесс отлично подходит для создания сложных форм и компонентов с большим соотношением сторон, которые трудно или невозможно изготовить с помощью других методов консолидации.
Традиционные методы уплотнения, такие как прессование с одной или двух сторон, неизбежно создают градиенты плотности и внутренние напряжения. Холодное изостатическое прессование решает эту фундаментальную проблему, используя гидростатическую силу, что приводит к равномерно плотной "сырой" детали, которая предсказуемо сжимается во время окончательного спекания.

Как ХИП обеспечивает превосходное уплотнение
Эффективность холодного изостатического прессования коренится в фундаментальном принципе гидродинамики, который отличает его от механического прессования.
Принцип изостатического давления
Процесс основан на законе Паскаля, который гласит, что давление, приложенное к заключенной жидкости, передается без изменения каждой части жидкости и стенкам вмещающего сосуда.
При ХИП порошок запечатывается в гибкую эластомерную форму и погружается в жидкость. Когда камера герметизируется, это давление воздействует на форму равномерно со всех сторон, равномерно уплотняя порошок.
Устранение градиентов плотности
Одноосное прессование, которое включает поршень, вдавливающий порошок в жесткую матрицу, создает зоны высокой плотности вблизи торцов пуансона и зоны низкой плотности в середине и углах детали. Эти градиенты вызывают деформацию, растрескивание и непредсказуемую усадку во время спекания.
ХИП полностью избегает этой проблемы. Всестороннее, равномерное давление гарантирует, что каждая часть порошка уплотняется с одинаковой скоростью, что приводит к получению однородного "сырого" тела.
Роль гибкой формы
Форма обычно изготавливается из уретана, резины или другого эластомера. Эта гибкость является ключевой, поскольку она позволяет гидростатическому давлению идеально соответствовать желаемой форме компонента, независимо от его сложности. Она действует как барьер между порошком и прессующей жидкостью, одновременно идеально передавая силу.
Ключевые преимущества для производства
Уникальная физика ХИП приводит к нескольким критически важным производственным преимуществам для металлических, керамических, пластиковых и композитных порошков.
Непревзойденная равномерность плотности
Это основное преимущество ХИП. Равномерно плотное "сырое" тело предсказуемо и равномерно сжимается во время спекания, значительно снижая количество отказов деталей из-за трещин, деформации или коробления. Это приводит к более высокой производительности и более надежным конечным свойствам.
Формирование сложных деталей с большим соотношением сторон
Поскольку давление не прикладывается в одном фиксированном направлении, ХИП может производить детали со сложной геометрией, поднутрениями и внутренними полостями. Он также отлично подходит для создания длинных, тонких компонентов, таких как трубки или стержни, которые, вероятно, сломаются или будут иметь серьезные проблемы с плотностью, если их изготовить на традиционном прессе.
Достижение более высокой "сырой" плотности
Огромное, равномерное давление (часто 400 МПа и выше) уплотняет порошок ближе к его максимальной плотности упаковки. Эта высокая начальная "сырая" плотность означает меньшую усадку, необходимую на конечном этапе спекания, что экономит энергию и время процесса.
Минимальная потребность в связующих веществах
Многие традиционные процессы уплотнения порошков требуют восковых или полимерных связующих, чтобы придать "сырой" детали прочность, которые затем должны быть выжжены на трудоемком и деликатном этапе "удаления связующего". ХИП настолько эффективно уплотняет порошок, что потребность в этих связующих часто уменьшается или устраняется, что упрощает общий рабочий процесс.
Понимание компромиссов и соображений
Хотя ХИП является мощным методом, он не является универсальным решением для всех задач по уплотнению порошков. Понимание его ограничений имеет решающее значение для принятия обоснованного решения.
Более медленное время цикла
ХИП по своей сути является периодическим процессом. Этапы загрузки порошка, запечатывания формы, помещения ее в сосуд, нагнетания давления, сброса давления и выгрузки занимают значительно больше времени, чем высокоскоростное, автоматизированное одноосное прессование. Это делает его менее подходящим для очень больших объемов производства простых форм.
Долговечность и стоимость оснастки
Гибкие эластомерные формы являются "оснасткой" для ХИП. Эти формы имеют ограниченный срок службы и изнашиваются, рвутся или разрушаются со временем, требуя периодической замены. Это может представлять собой значительные текущие эксплуатационные расходы.
Ограничения по допускам размеров
Хотя ХИП обеспечивает отличную форму, точность размеров прессованной "сырой" детали может быть ниже, чем достигается с помощью жесткого набора штампов и матриц. Для применений, требующих чрезвычайно жестких допусков, часто требуется постобработка или механическая обработка после спекания.
Когда выбирать ХИП для вашего проекта
Выбор правильного метода уплотнения полностью зависит от целей и ограничений вашего конкретного компонента.
- Если ваша основная цель — целостность конечной детали: Выбирайте ХИП из-за его равномерной плотности, которая является лучшим способом минимизировать дефекты, деформацию и непредсказуемую усадку во время спекания.
- Если ваша основная цель — геометрическая сложность: Выбирайте ХИП при производстве деталей с поднутрениями, внутренними полостями или большим соотношением сторон, что невозможно с жесткими матрицами.
- Если ваша основная цель — большие объемы, простые формы: Рассмотрите альтернативные методы, такие как одноосное прессование, поскольку время цикла ХИП может быть слишком медленным, чтобы быть экономически эффективным.
- Если ваша основная цель — прототипирование или мелкосерийное производство: ХИП может быть выгодным, поскольку создание гибкой формы часто быстрее и дешевле, чем изготовление набора закаленных стальных штампов.
Понимая его принципы, вы можете использовать холодное изостатическое прессование для производства высококачественных компонентов, которые иначе недостижимы.
Сводная таблица:
| Преимущество | Описание |
|---|---|
| Равномерная плотность | Устраняет градиенты плотности для предсказуемой усадки и меньшего количества дефектов. |
| Сложные формы | Легко формирует сложные геометрические формы и детали с большим соотношением сторон. |
| Высокая "сырая" плотность | Обеспечивает более плотную упаковку, сокращая время спекания и потребление энергии. |
| Минимум связующих | Уменьшает или устраняет связующие вещества, упрощая производственный процесс. |
Готовы расширить возможности вашей лаборатории с помощью надежного оборудования для уплотнения порошков? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для удовлетворения потребностей лабораторий в таких отраслях, как материаловедение и керамика. Наши решения обеспечивают равномерную плотность и позволяют работать со сложными геометрическими формами, уменьшая количество дефектов и повышая эффективность. Свяжитесь с нами сегодня, чтобы обсудить, как наше оборудование может принести пользу вашим проектам!
Визуальное руководство
Связанные товары
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Электрический лабораторный холодный изостатический пресс CIP машина
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Почему после одноосного прессования применяется холодное изостатическое прессование (HIP)? Оптимизация плотности прекурсоров сверхпроводников
- Почему после одноосного прессования необходима изостатическая прессовка (CIP)? Достижение прозрачности в керамике Nd:Y2O3
- Каковы ключевые особенности автоматизированных лабораторных систем холодного изостатического прессования (HIP)? Достижение точного уплотнения порошка под высоким давлением
- Какова основная функция холодной изостатической прессовки (CIP) при приготовлении NASICON? Достижение 96% теоретической плотности
- Почему высокие скорости прессования важны в автоматизированных системах CIP?










