По своей сути, основные ограничения изостатического прессования при комнатной температуре (CIP) заключаются в его относительно низкой геометрической точности, более медленных темпах производства по сравнению с другими методами и высоких первоначальных инвестициях, необходимых для оборудования. Хотя этот метод отлично подходит для создания однородно плотных деталей, он достигается за счет точности размеров и скорости производства.
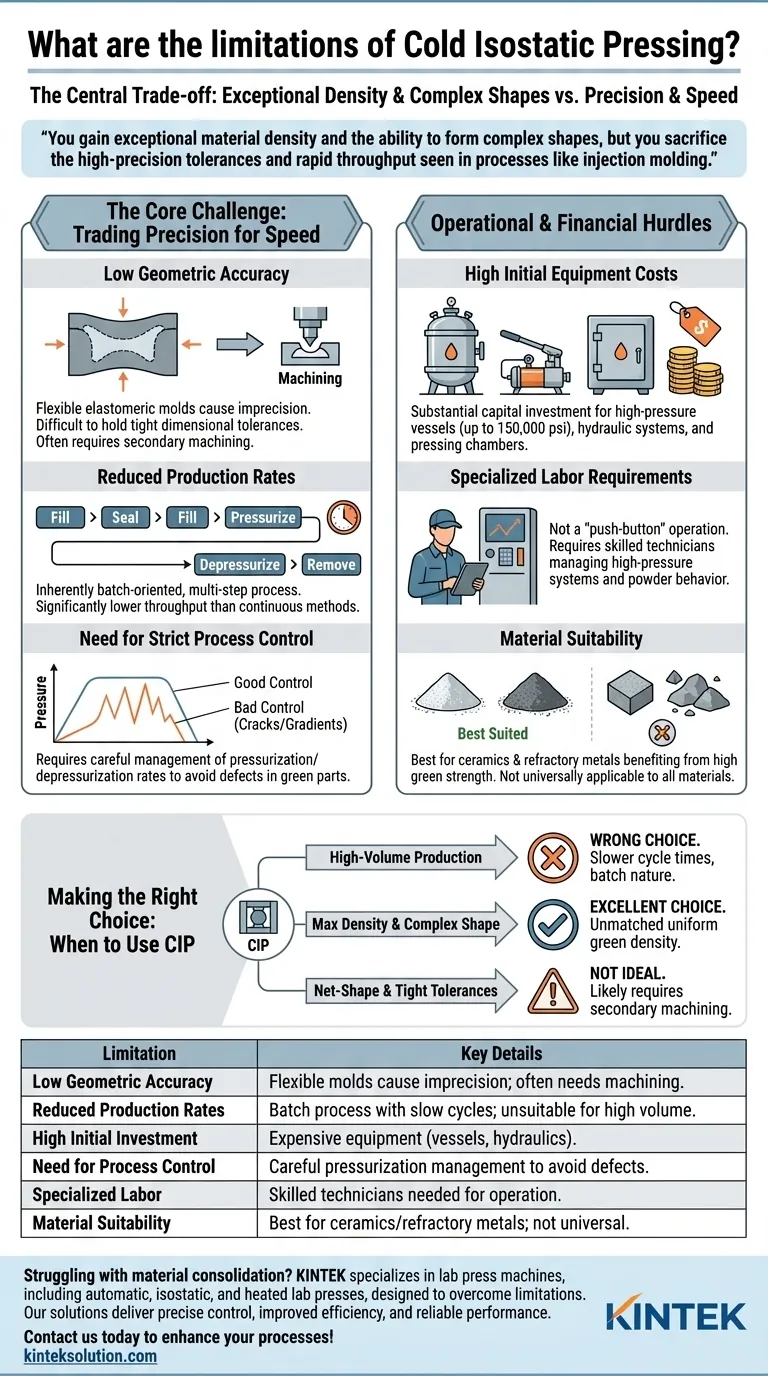
Основной компромисс CIP очевиден: вы получаете исключительную плотность материала и возможность формовать сложные детали, но жертвуете высокой точностью допусков и быстрой пропускной способностью, наблюдаемыми в таких процессах, как литье под давлением или обычное штампование.

Основная проблема: Принесение в жертву точности ради скорости
Изостатическое прессование при комнатной температуре — мощный инструмент для уплотнения порошков, но его основные механизмы накладывают специфические ограничения, которые критически важно понимать.
Низкая геометрическая точность
Определяющая особенность CIP — использование гибкой эластомерной формы — также является основным источником его неточности. Формовочный мешок должен быть тонким и однородным для эффективной работы, но его присущая гибкость затрудняет поддержание жестких допусков по размерам.
Даже при идеально равномерном давлении форма конечной детали будет настолько точной, насколько это позволяет деформируемая форма. Это часто требует вторичной механической обработки, если высокая точность является конечным требованием.
Снижение темпов производства
Процесс CIP по своей сути является пакетным и многоступенчатым. Он включает заполнение формы, герметизацию, помещение ее в сосуд высокого давления, выполнение цикла нагнетания и сброса давления, а затем извлечение детали.
По сравнению с непрерывными или высокоскоростными автоматизированными процессами, такими как литье под давлением, CIP имеет значительно более низкую пропускную способность. Это делает его менее подходящим для крупносерийного, низкозатратного производства.
Необходимость строгого контроля процесса
Получение однородной детали без дефектов не происходит автоматически. Процесс требует тщательного контроля скоростей нагнетания и сброса давления.
Слишком быстрое повышение или понижение давления может вызвать градиенты плотности или привести к трещинам в уплотненной детали, известной как «сырая» деталь. Это требует квалифицированного управления процессом для обеспечения качества и согласованности.
Понимание эксплуатационных и финансовых препятствий
Помимо механики процесса, CIP представляет значительные практические и экономические проблемы, которые могут ограничить его применение.
Высокие первоначальные затраты на оборудование
Оборудование, необходимое для CIP, представляет собой значительные капиталовложения. Основные компоненты дороги в проектировании и безопасном изготовлении.
К ним относятся сосуды высокого давления, рассчитанные на безопасное удержание жидкостей под давлением до 150 000 фунтов на квадратный дюйм (1000 МПа), надежные гидравлические системы для создания этой силы и специализированные прессовочные камеры.
Потребность в специализированном персонале
CIP — это не простая операция «нажми кнопку». Она требует техников, обладающих навыками управления системами высокого давления и понимания нюансов поведения порошков при уплотнении.
Правильная эксплуатация оборудования и разработка эффективных технологических циклов являются критически важными навыками, которые влияют на общую стоимость эксплуатации.
Пригодность материалов
Несмотря на свою универсальность, CIP применим не везде. Процесс лучше всего подходит для уплотнения керамических порошков, тугоплавких металлов и других материалов, которым требуется высокая прочность «сырой» детали перед окончательным этапом спекания.
Материалы, которые не выдерживают экстремального изотропного давления без нежелательных изменений, не подходят для этого метода.
Принятие правильного решения для вашей цели
Понимание этих ограничений позволяет правильно позиционировать CIP среди других вариантов производства. Решение об его использовании полностью зависит от основной цели вашего проекта.
- Если ваша основная цель — крупносерийное производство: CIP, вероятно, не подходит из-за медленных циклов и пакетного характера.
- Если ваша основная цель — максимальная плотность и прочность сложной формы: CIP — отличный выбор, поскольку он обеспечивает однородную плотность «сырой» детали, не достигаемую другими методами прессования.
- Если ваша основная цель — получение деталей, близких к конечному размеру, с жесткими допусками: CIP не идеален, поскольку, скорее всего, потребуется вторичная механическая обработка для соответствия требованиям точности.
В конечном счете, выбор CIP означает приоритет однородного уплотнения материала над скоростью производства и начальной точностью размеров.
Сводная таблица:
| Ограничение | Ключевые детали |
|---|---|
| Низкая геометрическая точность | Гибкие формы вызывают неточность, часто требуя вторичной механической обработки для жестких допусков. |
| Снижение темпов производства | Пакетный процесс с медленными циклами, не подходит для крупносерийного производства. |
| Высокие первоначальные инвестиции | Дорогостоящее оборудование, такое как сосуды высокого давления и гидравлические системы. |
| Необходимость контроля процесса | Требует тщательного управления нагнетанием/сбросом давления, чтобы избежать дефектов. |
| Специализированный персонал | Требуются квалифицированные специалисты для эксплуатации и разработки процессов. |
| Пригодность материалов | Лучше всего подходит для керамики и тугоплавких металлов, не все материалы совместимы. |
Столкнулись с проблемами уплотнения материалов в вашей лаборатории? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и лабораторные прессы с нагревом, разработанные для преодоления таких ограничений, как в изостатическом прессовании при комнатной температуре. Наши решения обеспечивают точный контроль, повышенную эффективность и надежную работу для ваших лабораторных нужд. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем улучшить ваши процессы и добиться лучших результатов!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Какие варианты индивидуальной настройки доступны для электрических лабораторных холодных изостатических прессов? Настройте давление, размер и автоматизацию для вашей лаборатории
- Каковы некоторые исследовательские применения электрических лабораторных ХИП? Достижение равномерного уплотнения порошка для передовых материалов
- Какие материалы можно уплотнять с помощью электрических лабораторных холодных изостатических прессов? Достижение равномерной плотности для металлов, керамики и многого другого
- Каковы характеристики стандартных готовых электрических лабораторных решений для CIP? Обеспечьте немедленную и экономически эффективную обработку
- Что такое электрический лабораторный холодный изостатический пресс (КИП) и его основная функция? Достижение однородных деталей высокой плотности









