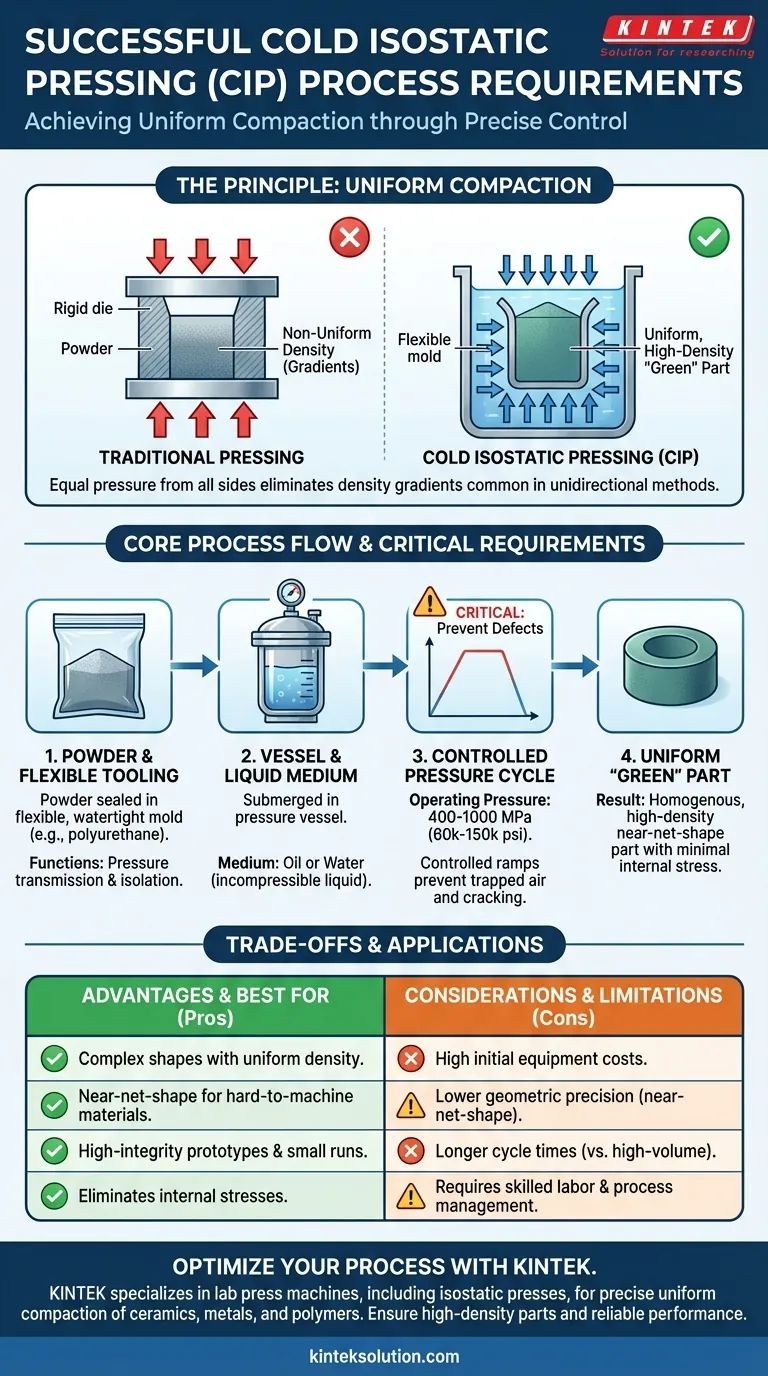
Успешное холодное изостатическое прессование (ХИП) зависит от точного сочетания экстремального давления, контролируемой скорости приложения и соответствующей герметизации материала. Процесс требует давления от 400 до 1000 МПа (от 60 000 до 150 000 фунтов на квадратный дюйм), прикладываемого через жидкую среду, такую как масло или вода. Критически важно, чтобы циклы как нагнетания, так и сброса давления тщательно контролировались для обеспечения равномерного уплотнения и предотвращения внутренних дефектов в конечной детали.
Основная цель холодного изостатического прессования — не просто уплотнение, а равномерное уплотнение. Каждое технологическое требование — от гибкой формы до контролируемых рамп давления — предназначено для приложения равной силы со всех направлений, создавая гомогенную «зеленую» деталь высокой плотности, свободную от внутренних напряжений, характерных для других методов.

Принцип равномерного уплотнения
Холодное изостатическое прессование — это процесс порошковой металлургии, разработанный для преодоления основного ограничения традиционного однонаправленного прессования: градиентов плотности. Прилагая давление одинаково со всех поверхностей, он обеспечивает гораздо более стабильный результат.
Как достигается равномерное давление
Порошок, подлежащий уплотнению, сначала герметизируется внутри гибкой водонепроницаемой формы, обычно изготовленной из резины, уретана или ПВХ. Эта герметичная форма затем погружается в сосуд высокого давления, заполненный жидкостью.
По мере того как гидравлическая система повышает давление окружающей жидкости, это давление передается одинаково и одновременно на каждую поверхность гибкой формы. Это обеспечивает уплотнение порошка с исключительно однородной плотностью.
Преимущество перед однонаправленным прессованием
При традиционном прессовании в матрице давление прикладывается с одного или двух направлений. Трение между порошком и жесткими стенками матрицы препятствует равномерной передаче давления, в результате чего деталь имеет меньшую плотность в центре и вдали от пуансонов. ХИП полностью устраняет эту проблему.
Основные технологические требования
Достижение успешного результата с помощью ХИП зависит от контроля трех ключевых областей: системы давления, оснастки для материала и самого оборудования.
Диапазон давления и среда
Рабочее давление является критически важной переменной и обычно составляет от 400 МПа (60 000 фунтов на квадратный дюйм) для многих керамических материалов и полимеров до 1000 МПа (150 000 фунтов на квадратный дюйм) для тугоплавких металлов и передовых материалов.
Средой давления почти всегда является жидкость, поскольку жидкости несжимаемы и эффективно передают давление. Масляные или водосодержащие жидкости являются стандартным выбором, и процесс проводится при температуре, близкой к комнатной, или при ней.
Контролируемое нагнетание и сброс давления
Это, пожалуй, самый критический параметр процесса для контроля качества. Быстрое повышение или понижение давления может привести к захвату воздуха, образованию внутренних плоскостей сдвига или растрескиванию по мере высвобождения накопленной упругой энергии.
Контролируемые, устойчивые рампы обеспечивают равномерное уплотнение по всему объему детали и сброс давления без возникновения структурных дефектов.
Инкапсуляция материала и оснастка
Гибкая форма является жизненно важным элементом оснастки. Она выполняет две функции:
- Передача давления: Она действует как гибкий барьер, который идеально передает изостатическое давление от жидкости к порошку.
- Изоляция: Она создает герметичное уплотнение, предотвращая попадание нагнетательной жидкости в порошок.
Конструкция этой формы определяет «зеленую» форму конечной детали.
Понимание компромиссов и ограничений
Хотя ХИП является мощным, он не является универсальным решением. Его преимущества сопряжены с определенными компромиссами, которые необходимо учитывать.
Высокие первоначальные затраты на оборудование
Сосуды высокого давления, гидравлические насосы и системы безопасности, необходимые для ХИП, представляют собой значительные капиталовложения. Это делает процесс наиболее подходящим для применений, где его уникальные преимущества оправдывают затраты.
Более низкая геометрическая точность
Поскольку уплотнение происходит в гибкой форме, ХИП не обеспечивает такой же жесткий допуск размеров, как методы, использующие жесткие стальные матрицы. Детали считаются близкими к конечному размеру и часто требуют последующей механической обработки или спекания для достижения окончательных размеров.
Соображения по скорости производства
Время цикла ХИП — включая загрузку, нагнетание, сброс давления и выгрузку — обычно дольше, чем у высокопроизводительных методов, таких как автоматизированное прессование в матрице. Он часто лучше подходит для сложных компонентов, прототипов или небольших производственных партий.
Требования к материалам и труду
Процесс требует порошков с хорошими характеристиками уплотнения. Кроме того, безопасная и эффективная эксплуатация оборудования высокого давления требует квалифицированной рабочей силы и строгого управления процессами.
Выбор правильного варианта для вашего применения
Выбор правильного производственного процесса полностью зависит от вашей конечной цели. Используйте эти рекомендации, чтобы определить, является ли ХИП оптимальным выбором.
- Если ваша основная цель — производство сложных форм с высокой однородной плотностью: ХИП — отличный выбор, поскольку он устраняет градиенты плотности и ограничения по форме однонаправленного прессования.
- Если ваша основная цель — получение детали, близкой к конечному размеру, из труднообрабатываемых материалов: ХИП идеально подходит для создания гомогенной заготовки, что минимизирует дорогостоящие и сложные операции окончательной механической обработки.
- Если ваша основная цель — высокообъемное производство простых деталей: Традиционное прессование в матрице или литье под давлением порошка, вероятно, будет более экономичным и быстрым.
Понимая эти основные требования и компромиссы, вы можете использовать ХИП для производства компонентов с высокой целостностью, которые трудно или невозможно получить другими методами.
Сводная таблица:
| Технологическое требование | Ключевые детали |
|---|---|
| Диапазон давления | 400–1000 МПа (60 000–150 000 фунтов на квадратный дюйм) |
| Среда давления | Масляные или водосодержащие жидкости |
| Нагнетание/Сброс давления | Контролируемые, устойчивые рампы для обеспечения равномерного уплотнения и предотвращения дефектов |
| Оснастка для материала | Гибкие формы (например, резиновые, уретановые) для равномерной передачи давления и изоляции |
| Целевые материалы | Керамика, полимеры, тугоплавкие металлы и передовые материалы |
| Ключевое преимущество | Равномерная плотность и устранение внутренних напряжений в сложных формах |
Готовы расширить возможности вашей лаборатории с помощью точного холодного изостатического прессования? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и прессы с подогревом, разработанные для удовлетворения уникальных потребностей лабораторий, работающих с керамикой, металлами и полимерами. Наше оборудование обеспечивает равномерное уплотнение, детали высокой плотности и надежную работу для сложных форм и прототипов. Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут оптимизировать ваш процесс и обеспечить превосходные результаты!
Визуальное руководство
Связанные товары
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Какова основная функция холодной изостатической прессовки (CIP) при приготовлении NASICON? Достижение 96% теоретической плотности
- Как холодный изостатический пресс (CIP) увеличивает плотность тока Bi-2223/Ag? Усиление сверхпроводимости за счет равномерного давления
- Как холодное изостатическое прессование (CIP) способствует подготовке зеленых тел из карбида кремния (SiC) с добавлением CaO?
- Каковы технологические преимущества использования холодного изостатического прессования (HIP) для LSMO? Достижение бездефектной плотности
- Каковы ключевые особенности автоматизированных лабораторных систем холодного изостатического прессования (HIP)? Достижение точного уплотнения порошка под высоким давлением









