Коротко говоря, жидкостный теплый изостатический пресс (ЖТИП) предназначен для работы при температурах до 250°C (482°F). Хотя это определяет его верхний предел, истинные возможности системы заключаются в ее точном контроле в пределах определенного рабочего диапазона. Большая часть теплого изостатического прессования проводится при значительно более низких температурах для достижения оптимального уплотнения порошка без усложнения процессов, связанных с высокой температурой.
Ключевая идея заключается не в максимальной температуре, которую может достичь пресс, а в понимании того, что жидкостный ЖТИП — это специализированный инструмент для точного уплотнения при более низких температурах. Цель состоит в использовании минимальной эффективной температуры, необходимой для вашего материала, чтобы эффективно достичь превосходного уплотнения и характеристик детали.

Понимание температурного спектра
Для эффективного использования жидкостного ЖТИП вы должны понимать три различных температурных диапазона: максимальный предел, типичное окно обработки и окружающую среду.
Максимальная рабочая температура
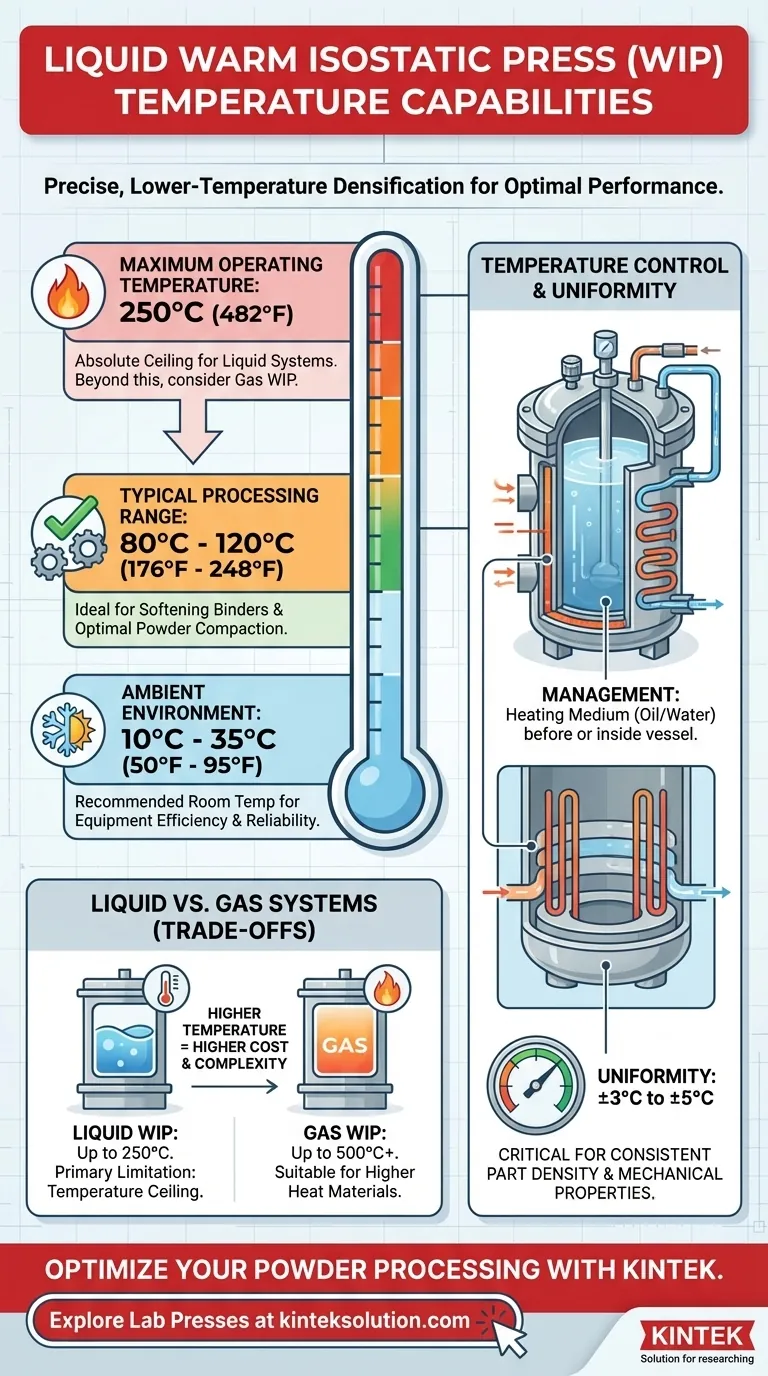
Абсолютный потолок для системы прессования с использованием жидкой среды (например, масла или воды) составляет 250°C (482°F). Превышение этого предела нецелесообразно для жидкостных систем и требует использования другой технологии, такой как газовый ЖТИП.
Типичный диапазон обработки
Большинство применений теплого изостатического прессования выполняются при температурах от 80°C до 120°C (176°F до 248°F). Этот умеренный температурный диапазон достаточен для размягчения связующих веществ или полимеров в порошковой смеси, что позволяет значительно улучшить уплотнение и перегруппировку частиц под давлением.
Соображения относительно температуры окружающей среды
Окружающая среда пресса также играет роль. Идеальная температура окружающей среды (комнатной) для теплого изостатического пресса обычно находится в пределах от 10°C до 35°C (50°F до 95°F). Поддержание стабильной температуры окружающей среды способствует общей эффективности и надежности оборудования.
Инженерия контроля температуры
Достижение желаемой температуры — это лишь половина дела. Качество конечного компонента сильно зависит от того, как эта температура контролируется и распределяется.
Как управляется температура
Контроль температуры обычно достигается путем нагрева среды давления (масла или воды) до того, как она попадет в сосуд высокого давления. Это делается с помощью нагревателя в резервуаре подачи или встроенного генератора тепла. Для применений, требующих экстремальной точности, нагревательные элементы могут быть расположены внутри самого цилиндра давления.
Важность однородности
Однородность температуры является критически важным показателем производительности, измеряющим постоянство температуры по всей рабочей камере. Общий отраслевой стандарт — однородность ±3°C до ±5°C. Меньшие отклонения указывают на лучшую производительность, поскольку это гарантирует, что каждая часть компонента обрабатывается в идентичных условиях, что приводит к стабильной плотности и механическим свойствам.
Понимание компромиссов
Выбор жидкостного ЖТИП включает балансирование его возможностей с другими технологиями и требованиями процесса.
Жидкостные против газовых систем
Основное ограничение жидкостного ЖТИП — это его температурный потолок. Для процессов, требующих более высокой температуры, газовый теплый изостатический пресс является альтернативой, способной достигать температур до 500°C (932°F) и более. Это делает газовые системы подходящими для другого класса материалов.
Стоимость более высоких температур
По мере увеличения требуемой рабочей температуры увеличивается сложность и стоимость оборудования и процесса. Более высокие температуры требуют более прочных уплотнений, специализированных жидкостей и более сложных систем управления, что все вместе способствует увеличению капитальных и эксплуатационных расходов.
Истинная цель теплого прессования
Цель состоит не просто в нагреве материала, а в достижении оптимального уплотнения. «Правильная» температура — это та, которая позволяет порошку идеально течь и уплотняться под давлением. Превышение этой температуры не дает никаких преимуществ и может увеличить затраты или даже ухудшить материал.
Правильный выбор для вашего применения
Выбор правильных тепловых параметров полностью зависит от свойств вашего материала и желаемого результата.
- Если ваша основная задача — уплотнение полимеров или порошков с органическими связующими: Типичный диапазон 80-120°C жидкостного ЖТИП часто является идеальным и наиболее экономичным решением.
- Если ваша основная задача — обработка материалов, требующих нагрева выше 250°C: Жидкостный ЖТИП не подходит, и вам следует рассмотреть газовый ЖТИП или альтернативные технологии спекания.
- Если ваша основная задача — достижение максимальной однородности и качества детали: Отдайте предпочтение системе с документированной, отличной однородностью температуры (например, ±3°C или лучше) по сравнению с той, которая просто предлагает более высокую максимальную температуру.
Понимая эти тепловые возможности, вы можете выбрать наиболее эффективный и экономичный процесс для производства высококачественных компонентов.
Сводная таблица:
| Аспект температуры | Диапазон | Подробности |
|---|---|---|
| Максимальная рабочая температура | До 250°C (482°F) | Абсолютный предел для жидкостных систем; выше этого рассмотрите газовый ЖТИП. |
| Типичный диапазон обработки | 80°C до 120°C (176°F до 248°F) | Идеально подходит для размягчения связующих веществ и достижения оптимального уплотнения порошка. |
| Температура окружающей среды | 10°C до 35°C (50°F до 95°F) | Рекомендуемая комнатная температура для эффективности и надежности оборудования. |
| Однородность температуры | ±3°C до ±5°C | Критически важна для стабильной плотности и механических свойств детали. |
Готовы повысить эффективность своей лаборатории с помощью точного контроля температуры? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для обеспечения превосходного уплотнения и производительности деталей для ваших конкретных потребностей. Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут оптимизировать обработку ваших порошков и сэкономить на расходах!
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Электрический лабораторный холодный изостатический пресс CIP машина
- Лабораторные изостатические пресс-формы для изостатического формования
- Автоматическая высокотемпературная нагретая гидравлическая пресс-машина с нагретыми плитами для лаборатории
Люди также спрашивают
- Какова роль гибкого материала при изостатическом прессовании в горячем состоянии? Ключ к равномерной плотности и точности
- Каков процесс изостатического прессования в горячих условиях? Освоение равномерной плотности с помощью технологии WIP
- Какова функция эластичных форм при горячем изостатическом прессовании? Достижение равномерной плотности в композитных частицах
- Каков механизм действия теплого изостатического пресса (WIP) на сыр? Освойте холодную пастеризацию для превосходной безопасности
- Каково значение контроля температуры при горячем изостатическом прессовании? Обеспечение однородной плотности и стабильности процесса



















