Хотя изостатическое прессование в холодном состоянии (ИПХС) славится созданием деталей с исключительно однородной плотностью, оно сопряжено с особыми проблемами, касающимися геометрической точности, инвестиций в оборудование и подготовки материалов. Процесс требует использования специализированных высоконапорных машин и гибких пресс-форм, что может снизить точность размеров, а также использования порошков со специфическими характеристиками текучести, что часто требует дополнительных этапов обработки.
ИПХС — это фундаментальный компромисс: вы получаете непревзойденную однородность и прочность сложных форм ценой более низкой геометрической точности и значительных первоначальных инвестиций в оборудование и обработку материалов.

Основная проблема: точность против однородности
Основное преимущество ИПХС — приложение одинакового давления со всех сторон — также является источником его основного недостатка. Оснастка, необходимая для достижения этой однородности, по своей сути ограничивает конечную точность размеров детали.
Дилемма гибкой пресс-формы
ИПХС полагается на гибкую, эластичную пресс-форму (часто изготовленную из резины или уретана) для удержания порошка. Эта пресс-форма позволяет давлению жидкости равномерно воздействовать на поверхность материала.
Однако, поскольку пресс-форма не является жесткой, ее форма может незначительно и непредсказуемо деформироваться под огромным давлением. Это приводит к получению «сырой» детали с более низкой геометрической точностью и более широкими допусками по сравнению с деталями, изготовленными в жестких стальных штампах.
Необходимость постобработки
Из-за использования гибкой пресс-формы детали, изготовленные методом ИПХС, почти всегда являются деталями, близкими к конечному размеру (near-net shapes), а не готовыми компонентами.
Они обладают превосходной внутренней плотностью, но требуют вторичных операций механической обработки, таких как фрезерование или токарная обработка, для достижения окончательных точных размеров. Это добавляет этапы, время и затраты в общий производственный процесс.
Эксплуатационные и материальные трудности
Помимо точности размеров, ИПХС вносит эксплуатационные сложности, связанные с используемыми материалами и необходимым оборудованием. Эти факторы должны быть учтены в общей стоимости и целесообразности процесса.
Требования к порошкам с высокой текучестью
Чтобы ИПХС было эффективным, порошок должен полностью и равномерно заполнить гибкую пресс-форму. Любые пустоты или колебания плотности упаковки приведут к дефектам в конечной детали, сводя на нет преимущества процесса.
Это требует использования порошков с отличной текучестью. Многие исходные порошковые материалы не обладают этой характеристикой от природы, что требует дополнительных дорогостоящих этапов подготовки, таких как распылительная сушка или грануляция, для создания однородных сферических частиц, которые свободно текут.
Бремя оборудования высокого давления
ИПХС работает при чрезвычайно высоком давлении. Оборудование, по сути являющееся сосудом высокого давления, должно быть спроектировано для обеспечения исключительной долговечности и безопасности оператора.
Эта специализированная техника представляет собой значительные капитальные вложения. Кроме того, она требует строгого соблюдения графиков технического обслуживания и строгих протоколов безопасности, что увеличивает долгосрочные эксплуатационные расходы.
Понимание компромиссов
Проблемы ИПХС существуют не в вакууме. Они принимаются в обмен на преимущества, которые не могут предоставить другие методы консолидации. Понимание этого баланса является ключом к принятию обоснованного решения.
Когда можно принять более низкую точность
Компромисс оправдан, когда целостность внутреннего материала более важна, чем допускаемые размеры в прессованном состоянии.
ИПХС отлично подходит для производства больших заготовок или деталей со сложной внутренней геометрией, свободных от градиентов плотности и внутренних напряжений, распространенных при одноосном прессовании. Высокая прочность этих деталей в «зеленом» состоянии делает их достаточно прочными, чтобы легко выдерживать последующую обработку и механическую обработку.
Уравнение соотношения затрат и выгод
Хотя ИПХС влечет за собой высокие затраты на оборудование и подготовку материалов, оно может быть более экономичным для производства очень больших деталей или сложных уникальных компонентов.
Изготовление жесткой оснастки для больших или сложных форм может быть непомерно дорогим. Использование ИПХС более дешевых, многоразовых гибких пресс-форм делает его экономичным выбором в этих конкретных сценариях, даже с учетом дополнительных затрат на механическую обработку.
Принятие правильного решения для вашего применения
Чтобы определить, является ли ИПХС правильным процессом, вы должны согласовать его конкретные сильные и слабые стороны с наиболее важными целями вашего проекта.
- Если ваше основное внимание уделяется точности конечной детали с минимальной постобработкой: Вам следует рассмотреть альтернативы, такие как литье металла под давлением (LMP) или традиционное прессование-спекание, поскольку ИПХС почти наверняка потребует вторичной механической обработки.
- Если ваше основное внимание уделяется созданию больших или сложных деталей с превосходной внутренней плотностью: ИПХС — отличный выбор, при условии, что вы заложили в бюджет необходимую механическую обработку для достижения конечных размеров и допусков.
- Если ваше основное внимание уделяется экономичному крупносерийному производству простых форм: Высокие капитальные затраты и потребность в подготовке материалов для ИПХС могут сделать традиционное одноосное прессование более экономичным решением.
В конечном счете, выбор ИПХС означает приоритет однородной целостности материала и внутреннего качества над начальной геометрической точностью.
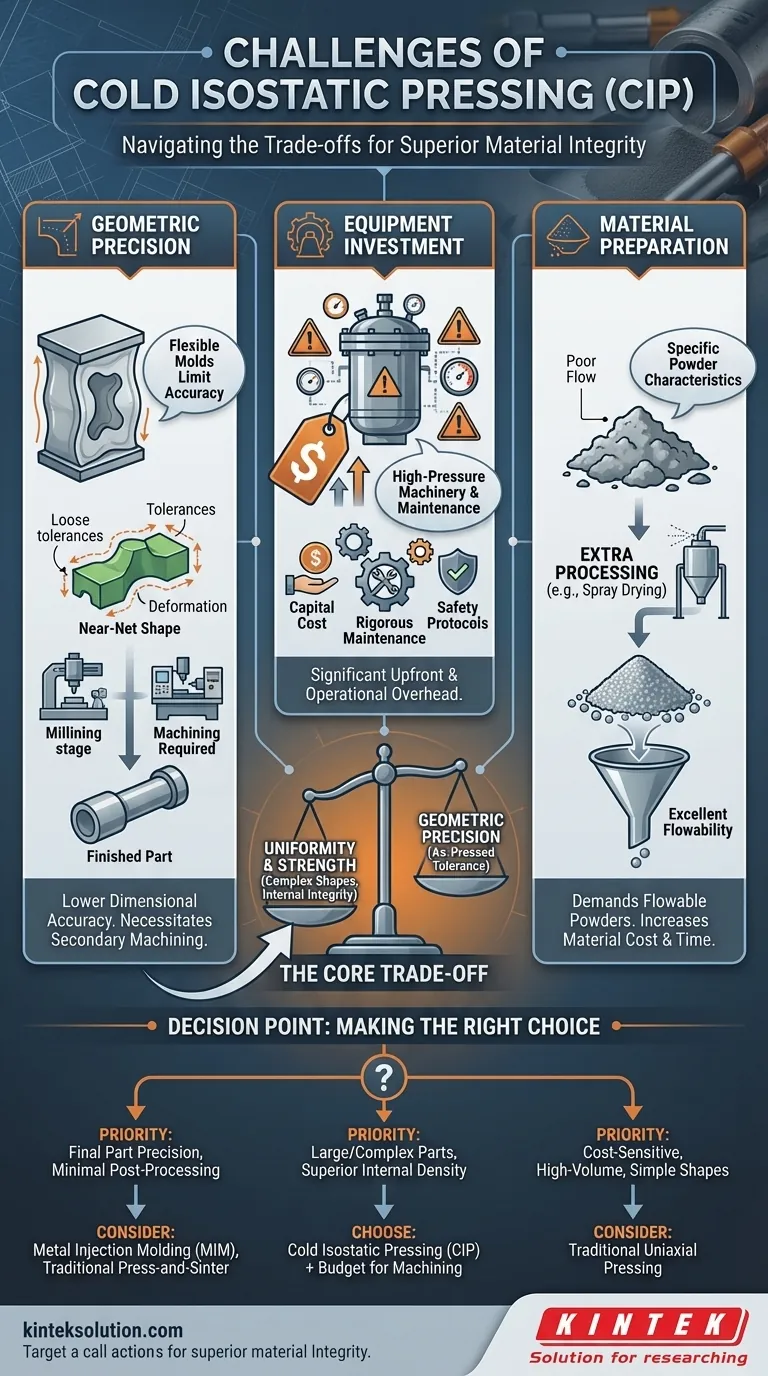
Сводная таблица:
| Проблема | Описание | Воздействие |
|---|---|---|
| Геометрическая точность | Гибкие пресс-формы вызывают более низкую точность размеров | Требует постобработки, такой как механическая обработка |
| Инвестиции в оборудование | Высоконапорное оборудование дорого и требует обслуживания | Значительные первоначальные капитальные вложения и эксплуатационные расходы |
| Подготовка материалов | Порошки должны обладать отличной текучестью, что часто требует дополнительных шагов | Увеличивает время и стоимость обработки материалов |
Сталкиваетесь с проблемами целостности материала или производства сложных деталей? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для удовлетворения ваших лабораторных потребностей. Наши решения помогают вам достичь однородной плотности и превосходной прочности деталей, даже при сложной форме. Свяжитесь с нами сегодня, чтобы обсудить, как наше оборудование может оптимизировать ваш процесс и снизить затраты!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Как электрическое холодно-изостатическое прессование (ХИП) способствует экономии средств? Разблокируйте эффективность и сократите расходы
- Что такое электрический лабораторный холодный изостатический пресс (КИП) и его основная функция? Достижение однородных деталей высокой плотности
- Каков основной принцип работы электрического лабораторного холодноизостатического пресса (CIP)? Достижение превосходной однородности при прессовании порошков
- Каковы некоторые исследовательские применения электрических лабораторных ХИП? Достижение равномерного уплотнения порошка для передовых материалов
- Какие варианты индивидуальной настройки доступны для электрических лабораторных холодных изостатических прессов? Настройте давление, размер и автоматизацию для вашей лаборатории
















