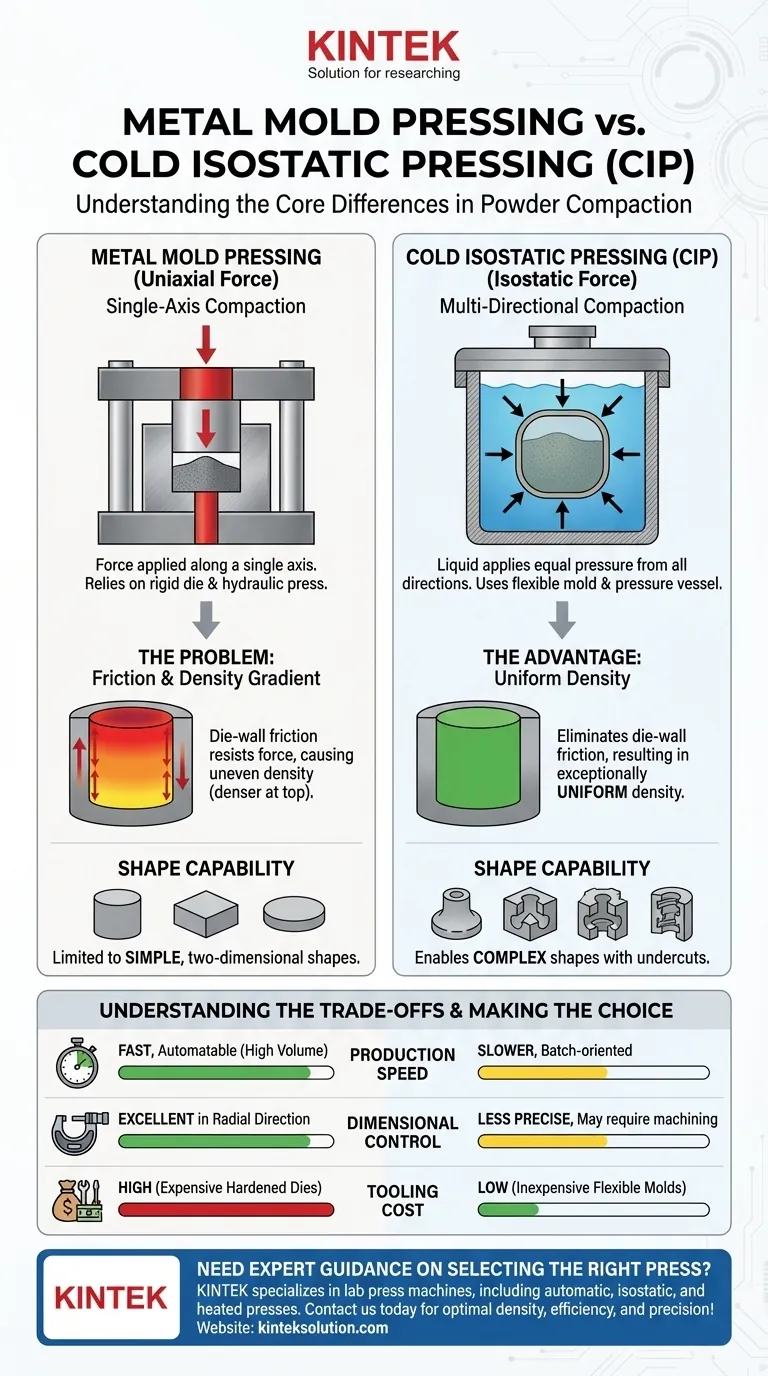
По своей сути, прессование в металлической форме и холодное изостатическое прессование (ХИП) — это оба метода уплотнения порошка, но они основаны на принципиально разных принципах. Прессование в металлической форме, также известное как одноосное прессование, прикладывает силу вдоль одной оси с использованием жесткой матрицы. В отличие от этого, ХИП использует жидкость для одновременного приложения равного давления со всех сторон, процесс, известный как изостатическое давление. Это различие в приложении силы является основной причиной их различных результатов в плотности, однородности и геометрических возможностях.
Выбор между прессованием в металлической форме и ХИП является стратегическим решением, продиктованным требуемой однородностью плотности, геометрической сложностью и масштабом производства вашего проекта. Одноосное прессование обеспечивает скорость и точность размеров для простых форм, в то время как ХИП обеспечивает беспрецедентную однородность плотности для сложных компонентов.

Основные механизмы уплотнения
Чтобы выбрать правильный метод, вы должны сначала понять, как передается сила в каждом процессе. Механика напрямую влияет на качество и характеристики конечной «сырой» детали (предварительно спеченного прессовка).
Прессование в металлической форме: Одноосная сила
Прессование в металлической форме работает подобно поршню в цилиндре. Порошок помещается в жесткую полость матрицы, и один или несколько пуансонов сжимают его вдоль одной вертикальной оси.
Этот метод основан на гидравлическом прессе и точно обработанной, прочной металлической форме (или матрице). Форма конечной детали напрямую определяется формой полости матрицы.
Холодное изостатическое прессование (ХИП): Изостатическая сила
ХИП работает путем погружения заполненной порошком гибкой формы в камеру с жидкостью под высоким давлением. Затем давление прикладывается к жидкости, которая передает силу равномерно и одновременно на каждую поверхность формы.
Этот процесс исключает направленную силу. Представьте себе объект, погруженный глубоко в океан; давление одинаково на всей его поверхности. Он использует эластомерную форму и сосуд высокого давления.
Ключевые отличия: Плотность и геометрия
Различные способы приложения давления создают критические различия в конечном продукте. Наиболее важными из них являются градиенты плотности и способность формировать сложные формы.
Проблема трения в металлических формах
При одноосном прессовании, когда пуансон сжимает порошок, возникает значительное трение о стенки матрицы. Частицы порошка трутся о жесткие стенки формы.
Это трение сопротивляется нисходящей передаче силы. В результате порошок в верхней части прессовка (ближе к пуансону) гораздо плотнее, чем порошок в нижней части. Этот градиент плотности является основным недостатком метода.
Преимущество ХИП: Равномерная плотность
ХИП по своей природе устраняет трение о стенки матрицы. Поскольку давление передается жидкостью, а «форма» представляет собой гибкий эластомер, относительного движения между порошком и жесткой стенкой нет.
Результатом является компонент с исключительно равномерной плотностью по всему объему. Эта однородность критически важна для применений, требующих предсказуемых и постоянных свойств материала после спекания.
Сложность формы
Инструментарий диктует геометрические возможности. Прессование в металлической форме ограничено простыми двухмерными формами (такими как цилиндры, диски или блоки), которые легко извлекаются из жесткой матрицы. Поднутрения или сложные кривые невыполнимы.
Использование гибких форм в ХИП позволяет создавать очень сложные и замысловатые формы, включая детали с поднутрениями или внутренними полостями. Форма просто отслаивается от уплотненной детали после прессования.
Понимание компромиссов
Ни один из методов не является универсально превосходящим; они представляют собой классический инженерный компромисс между скоростью, качеством и сложностью.
Скорость против однородности
Прессование в металлической форме — это чрезвычайно быстрый, высокоавтоматизированный процесс. Это стандарт для крупносерийного производства простых деталей, где допустимы незначительные изменения плотности.
ХИП — это более медленный, пакетный процесс. Время, необходимое для загрузки, создания давления, сброса давления и выгрузки сосуда, делает его менее подходящим для массового производства, но он обеспечивает непревзойденное качество деталей.
Контроль размеров против гибкости
Жесткая матрица, используемая при одноосном прессовании, обеспечивает отличный контроль размеров в радиальном направлении. Диаметр конечной детали будет очень точным и воспроизводимым.
ХИП предлагает менее точный контроль размеров. Гибкая форма может деформироваться несколько непредсказуемо, что часто требует окончательной механической обработки, если требуются жесткие допуски.
Инвестиции в оснастку
Оснастка для прессования в металлической форме, особенно для абразивных материалов, включает дорогие, закаленные стальные или твердосплавные матрицы, которые должны быть идеально обработаны.
Напротив, эластомерные формы для ХИП относительно недороги в производстве. Это делает ХИП экономически эффективным выбором для прототипирования и небольших производственных партий, хотя сам сосуд высокого давления является крупным капиталовложением.
Правильный выбор для вашей цели
Ваше решение должно основываться на не подлежащих обсуждению требованиях к вашей конечной детали.
- Если ваша основная цель — крупносерийное производство простых форм, таких как таблетки или втулки: Прессование в металлической форме — лучший выбор благодаря его скорости, воспроизводимости и возможностям автоматизации.
- Если ваша основная цель — создание сложной детали с максимально возможной однородностью плотности: Холодное изостатическое прессование (ХИП) — единственный метод, который может надежно устранить градиенты плотности.
- Если ваша основная цель — прототипирование или мелкосерийное производство различных форм: ХИП часто более экономичен, так как его гибкие формы намного дешевле создавать и дорабатывать, чем жесткие стальные матрицы.
Понимание этих основных принципов позволяет вам выбрать метод уплотнения, который идеально соответствует вашим материалам, дизайну и производственным целям.
Сводная таблица:
| Аспект | Прессование в металлической форме | Холодное изостатическое прессование (ХИП) |
|---|---|---|
| Приложение силы | Одноосное (одна ось) | Изостатическое (все направления) |
| Однородность плотности | Низкая (градиенты из-за трения) | Высокая (однородная по всему объему) |
| Сложность формы | Простые формы (например, цилиндры) | Сложные формы (например, поднутрения) |
| Скорость производства | Быстрое и автоматизируемое | Медленное и пакетное |
| Контроль размеров | Высокий в радиальном направлении | Ниже, может потребоваться механическая обработка |
| Стоимость оснастки | Высокая (закаленные стальные матрицы) | Низкая (эластомерные формы) |
Нужна экспертная консультация по выбору подходящего пресса для вашей лаборатории? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для удовлетворения ваших конкретных лабораторных потребностей. Независимо от того, работаете ли вы с простыми или сложными формами, наши решения обеспечивают оптимальную плотность, эффективность и точность. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем улучшить ваши процессы уплотнения и достичь превосходных результатов!
Визуальное руководство
Связанные товары
- Лабораторная пресс-форма против растрескивания
- Твердосплавная пресс-форма для лабораторной пробоподготовки
- Лабораторные изостатические пресс-формы для изостатического формования
- Лабораторная пресс-форма Polygon
- Лабораторная круглая двунаправленная пресс-форма
Люди также спрашивают
- Какую роль играют точное позиционирование и пресс-формы в однопролетных соединениях? Обеспечение 100% целостности данных
- Как промышленные прессовые формы влияют на ячейки в цинковых металлических пакетах? Максимизация плотности энергии и производительности
- Почему прецизионные лабораторные формы необходимы для формирования образцов легкого бетона, армированного базальтом?
- Какова функция прессового инструмента в термопластичных панелях? Мастерское точное формование и сварка плавлением
- Какова цель использования картриджных нагревателей в пресс-форме лабораторного пресса для сжатия блоков MLCC? Оптимизация результатов



















