С технической точки зрения Преимущество холодного изостатического прессования (CIP) с точки зрения управляемости заключается в точном управлении ключевыми параметрами процесса. Независимо регулируя давление, температуру и время выдержки, вы можете напрямую управлять микроструктурой и конечными свойствами спрессованного материала или "зеленого тела" с исключительной последовательностью.
В основе управляемости CIP лежит не сложное оборудование, а простой и мощный физический принцип: равномерное гидростатическое давление. Именно этот фундаментальный контроль над тем, как прикладывается сила, позволяет создавать высокооднородные, бездефектные компоненты, которых трудно или невозможно достичь другими методами.

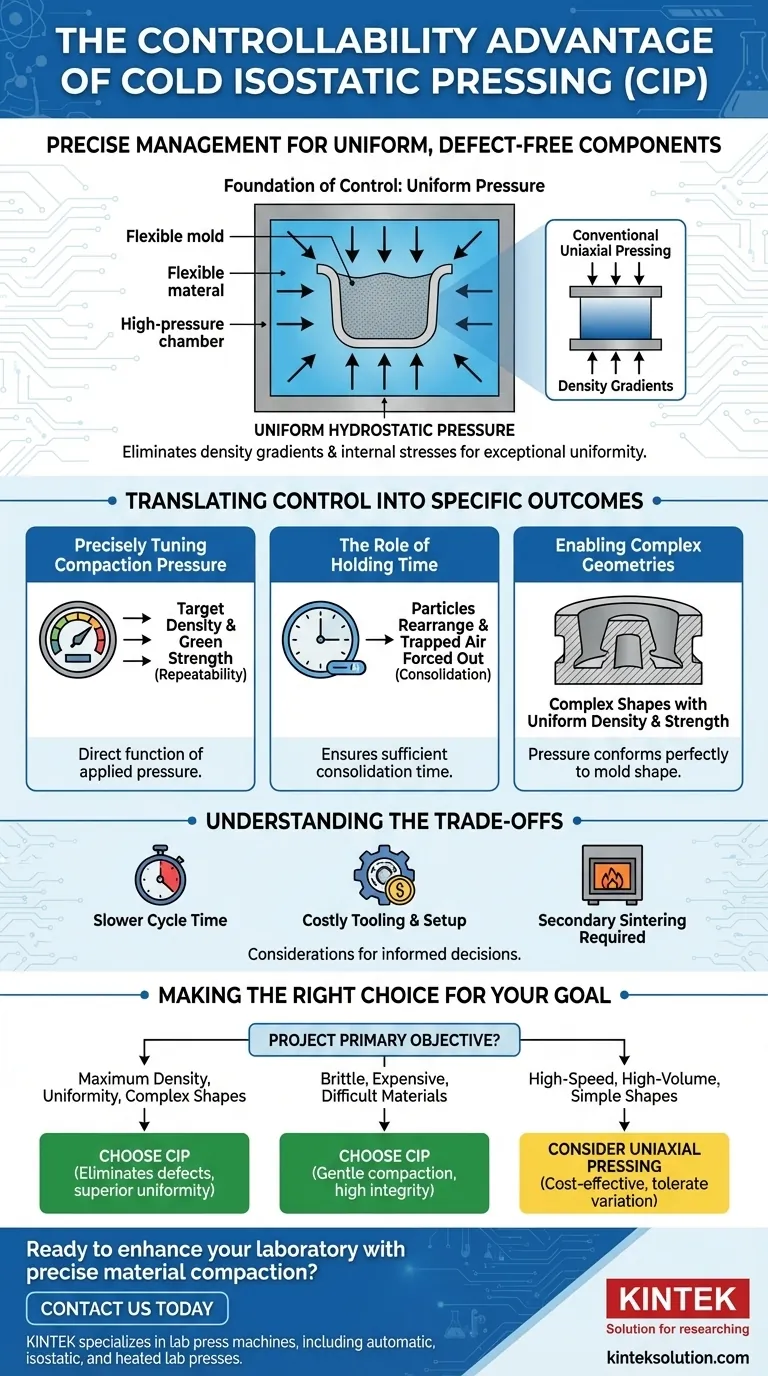
Основа контроля: Равномерное давление
Уникальный контроль, обеспечиваемый системой CIP, напрямую связан с тем, как она прикладывает силу. В отличие от традиционных методов, при которых давление осуществляется с одного или двух направлений, CIP окружает материал давлением.
Принцип действия изостатического давления
В CIP порошкообразный материал запечатывается в гибкую форму. Затем эта форма погружается в заполненную жидкостью камеру высокого давления.
Внешний насос нагнетает давление жидкости, которая затем передает его равномерно и одновременно в каждую точку на поверхности формы. Это явление известно как гидростатическое давление.
Влияние на плотность и однородность
Равномерное распределение давления - это ключ к контролю. Оно обеспечивает равномерное уплотнение порошка по всему объему, независимо от формы.
В результате получается зеленый корпус с исключительно высокой и равномерной плотностью . Это устраняет градиенты плотности и внутренние напряжения, характерные для одноосного прессования, когда трение о стенки матрицы приводит к тому, что центральная часть детали оказывается менее плотной, чем ее края.
Устранение загрязнений и дефектов
Поскольку давление подается жидкостью через гибкую пресс-форму, нет необходимости в смазке стенок матрицы, которая требуется при других методах прессования.
Это устраняет распространенный источник загрязнений и приводит к повышению чистоты конечной детали. Мягкое, всеохватывающее давление также сводит к минимуму риск образования трещин и пустот, особенно при работе с хрупкими или очень мелкими порошками.
Превращение контроля в конкретные результаты
Возможность точного управления переменными процесса позволяет создавать конечный компонент в соответствии с вашими требованиями.
Точная настройка давления уплотнения
Конечная плотность зеленого тела напрямую зависит от прилагаемого давления. Тщательно контролируя насосную систему, вы можете установить точное давление, необходимое для достижения целевой плотности и прочности зеленого цвета. Это позволяет добиться высокой степени повторяемости от детали к детали.
Роль времени выдержки
Время выдержки, или продолжительность выдержки материала под пиковым давлением, обеспечивает достаточное время для полной консолидации порошка. Этот этап позволяет вытеснить застрявший воздух и перестроить частицы в наиболее стабильную и плотную конфигурацию. Регулировка этого параметра дает вам еще один уровень контроля над конечной однородностью.
Возможность создания сложных геометрий
Поскольку давление идеально соответствует форме пресс-формы, CIP уникально подходит для производства деталей со сложной геометрией, вырезами или внутренними полостями. Благодаря равномерному уплотнению эти сложные элементы имеют такую же высокую плотность и прочность, как и остальная часть детали, что практически невозможно при направленном прессовании.
Понимание компромиссов
Несмотря на свою мощь, CIP не является универсальным решением для всех потребностей в уплотнении порошка. Понимание ее недостатков - ключ к принятию обоснованного решения.
Время цикла
Процесс загрузки камеры, нагнетания давления жидкости, выдержки и последующей разгерметизации по своей сути медленнее, чем быстрое штамповочное движение механического одноосного пресса. Это, как правило, делает CIP менее подходящим для очень крупносерийного производства простых деталей.
Инструментарий и настройка
Для СИП требуются гибкие, эластомерные формы, которые должны выдерживать высокое давление и соответствовать требуемой форме. Хотя это позволяет усложнить процесс, оснастка может быть более дорогостоящей и иметь меньший срок службы, чем штампы из закаленной стали, используемые при одноосном прессовании.
Требуется вторичная обработка
Очень важно помнить, что при CIP получается "зеленое тело". Эта деталь обладает хорошей прочностью для обработки, но для достижения окончательного, полностью плотного и закаленного состояния она должна пройти последующий процесс спекания (обжига).
Правильный выбор для достижения цели
Выбор правильного метода уплотнения полностью зависит от основной цели вашего проекта.
- Если ваша главная цель - максимальная плотность, однородность и сложные формы: CIP - лучший выбор, поскольку гидростатическое давление устраняет градиенты плотности и внутренние дефекты, присущие другим методам.
- Если ваша основная цель - работа с хрупкими, дорогими или труднокомпактируемыми материалами: CIP обеспечивает мягкое, равномерное уплотнение, необходимое для производства деталей высокой степени целостности без образования трещин или потери ценного материала.
- Если ваша основная цель - высокоскоростное и крупносерийное производство деталей простой формы: Традиционное одноосное прессование может быть более экономичным решением при условии, что вы можете допустить некоторое отклонение в плотности.
В конечном счете, эффективное использование CIP означает понимание того, что контроль над ним осуществляется за счет освоения фундаментального применения равномерного давления.
Сводная таблица:
| Аспекты контроля | Ключевое преимущество |
|---|---|
| Равномерное давление | Устранение градиентов плотности и внутренних напряжений для равномерного уплотнения |
| Регулируемые параметры | Позволяет точно настраивать давление, время и температуру для получения индивидуальных свойств материала |
| Сложные геометрии | Позволяет получать сложные формы с равномерной плотностью и прочностью |
| Минимизация дефектов | Уменьшает количество трещин и загрязнений, идеально подходит для хрупких или тонких порошков |
Готовы расширить возможности вашей лаборатории за счет точного и равномерного уплотнения материалов? KINTEK специализируется на лабораторных прессах, включая автоматические, изостатические и подогреваемые пресса, разработанные для удовлетворения уникальных потребностей лабораторий. Наши решения обеспечивают исключительную управляемость, позволяя вам получать детали со сложной геометрией с высокой плотностью и без дефектов. Свяжитесь с нами сегодня чтобы обсудить, как наш опыт может оптимизировать ваши процессы и стимулировать инновации в ваших проектах!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Какую роль играют электрические лабораторные установки холодного изостатического прессования в промышленных условиях? Связующее звено между НИОКР и производством с высокой точностью
- Что такое электрический лабораторный холодный изостатический пресс (КИП) и его основная функция? Достижение однородных деталей высокой плотности
- Каков основной принцип работы электрического лабораторного холодноизостатического пресса (CIP)? Достижение превосходной однородности при прессовании порошков
- Каковы области применения электрических лабораторных холодных изостатических прессов в исследовательских условиях? Развитие исследований и разработок передовых материалов с помощью высоконапорных CIP.
- Как электрическое холодно-изостатическое прессование (ХИП) способствует экономии средств? Разблокируйте эффективность и сократите расходы
















