Таким образом, холодное изостатическое прессование (ХИП) — это специализированный производственный процесс, который превосходно справляется с созданием высокооднородных, плотных компонентов из порошковых материалов при комнатной температуре. Он использует изостатическое давление — равное усилие, прикладываемое со всех направлений через жидкость, — для уплотнения порошков в твердую форму, известную как «сырая» деталь, которая обладает превосходной прочностью и консистенцией перед финишными этапами обработки, такими как спекание.
Холодное изостатическое прессование не является универсальным решением, а скорее стратегическим инструментом. Его основная ценность заключается в достижении беспрецедентной однородности и плотности материала, что критически важно для высокоэффективных применений, даже если это достигается за счет некоторой потери геометрической точности и скорости производства.

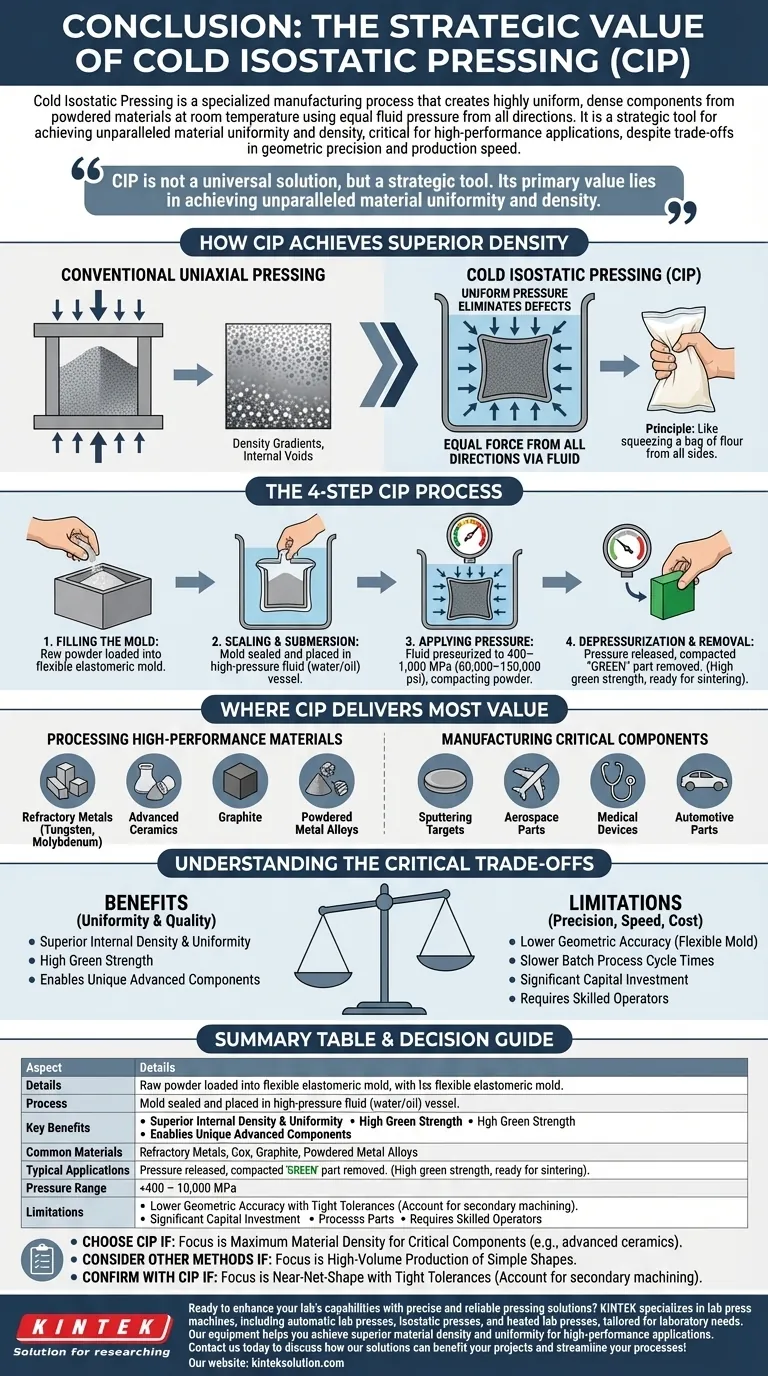
Как ХИП обеспечивает превосходную плотность
Уникальное преимущество ХИП заключается в методе приложения давления. В отличие от традиционного одноосного прессования, где усилие прикладывается с одного или двух направлений, ХИП окружает материал, устраняя многие распространенные дефекты.
Принцип изостатического давления
Представьте, что вы сжимаете запечатанный мешок с мукой руками со всех сторон одновременно. Порошок внутри уплотняется равномерно, без образования твердых слоев или слабых мест. Это основной принцип ХИП.
Помещая гибкую форму, заполненную порошком, в сосуд высокого давления, наполненный жидкостью, усилие равномерно передается на каждую поверхность компонента. Это устраняет градиенты плотности, внутренние пустоты и точки напряжения, которые могут привести к разрушению детали.
Четырехэтапный процесс
Рабочие механизмы ХИП просты, но требуют точного контроля.
- Заполнение формы: Исходный порошок загружается в гибкую эластомерную форму (часто изготовленную из резины или уретана), которая определяет общую форму детали.
- Герметизация и погружение: Форма герметизируется и помещается внутрь сосуда высокого давления, заполненного жидкостью, обычно водой или маслом.
- Приложение давления: Жидкость нагнетается до чрезвычайно высокого уровня, часто между 400 и 1 000 МПа (60 000–150 000 фунтов на квадратный дюйм), уплотняя порошок в твердую массу.
- Сброс давления и извлечение: Давление осторожно сбрасывается, и уплотненная деталь извлекается из формы.
Роль «сырой» детали
Результатом процесса ХИП является «сырая» деталь. Хотя она еще не находится в своем конечном состоянии, этот компонент обладает значительной «сырой» прочностью, что означает, что он достаточно твердый и прочный, чтобы его можно было перемещать, обрабатывать или переводить на следующий этап, которым обычно является спекание (высокотемпературный обжиг) для постоянного соединения частиц.
Где ХИП приносит наибольшую пользу
ХИП не является методом для крупносерийного производства с низкими затратами. Это прецизионный инструмент, используемый, когда целостность материала является абсолютным приоритетом.
Обработка высокоэффективных материалов
ХИП исключительно хорошо подходит для материалов, которые трудно обрабатывать другими методами. К ним относятся тугоплавкие металлы, такие как вольфрам и молибден, которые имеют чрезвычайно высокие температуры плавления, а также передовая керамика, графит и порошковые металлические сплавы.
Изготовление критически важных компонентов
Однородность, достигаемая с помощью ХИП, имеет решающее значение в отраслях, где отказ компонента недопустим.
Он используется для производства мишеней для напыления для электроники с почти теоретической плотностью (до 95%), что обеспечивает равномерное нанесение покрытий. В аэрокосмической, медицинской и автомобильной промышленности он используется для таких деталей, как подшипники, шестерни и конструкционные элементы, требующие высокой надежности и длительного срока службы.
Понимание критических компромиссов
Применение ХИП требует четкого понимания его ограничений. Решение об его использовании всегда является балансом конкурирующих приоритетов.
Точность против однородности
Использование гибкой формы означает, что ХИП, как правило, обеспечивает более низкую геометрическую точность по сравнению с жестким прессованием в матрице. Окончательная форма может быть не идеально определена. Компромисс заключается в получении превосходной внутренней плотности и однородности, что часто более важно для производительности.
Пропускная способность против качества
ХИП, как правило, является периодическим процессом, и его циклы могут быть медленнее по сравнению с автоматизированными непрерывными методами, такими как литье под давлением или штамповка. Его выбирают, когда качество и уникальные свойства конечной детали оправдывают более низкий темп производства.
Первоначальные инвестиции против возможностей
Сосуды высокого давления и системы управления, необходимые для ХИП, представляют собой значительные капитальные затраты. Однако эти затраты обеспечивают уникальную возможность производить передовые компоненты, которые невозможно изготовить с помощью других технологий.
Управление процессом и трудозатраты
Успех с ХИП не достигается автоматически. Он требует квалифицированных операторов и тщательного контроля скорости нагнетания и сброса давления для предотвращения таких дефектов, как трещины, что обеспечивает получение высококачественной однородной детали.
Выбор ХИП для вашего применения
Чтобы определить, является ли ХИП правильным выбором, необходимо сопоставить его явные преимущества с вашей основной производственной целью.
- Если ваша основная цель — максимальная плотность и однородность материала для критически важных компонентов: ХИП — исключительный выбор, особенно для передовой керамики, композитов или тугоплавких металлов.
- Если ваша основная цель — крупносерийное производство простых форм из стандартных материалов: Другие методы, такие как традиционное прессование в матрице или литье порошков под давлением, вероятно, будут более экономичными.
- Если ваша основная цель — изготовление деталей, близких к конечной форме, с жесткими допусками по размерам: Необходимо убедиться, приемлема ли более низкая геометрическая точность ХИП, или заложить в бюджет необходимые последующие операции механической обработки.
В конечном счете, ХИП — это стратегическая инвестиция в качество материала, позволяющая создавать высокоэффективные компоненты, которые просто невозможны с помощью традиционных методов прессования.
Сводная таблица:
| Аспект | Подробности |
|---|---|
| Процесс | Приложение равного давления со всех сторон через жидкость для уплотнения порошков при комнатной температуре |
| Ключевые преимущества | Высокая однородность, превосходная плотность, уменьшение дефектов и прочные «сырые» детали |
| Распространенные материалы | Тугоплавкие металлы (например, вольфрам), передовая керамика, графит, порошковые сплавы |
| Типичные применения | Мишени для напыления, аэрокосмические компоненты, медицинские устройства, автомобильные детали |
| Диапазон давления | 400–1 000 МПа (60 000–150 000 фунтов на кв. дюйм) |
| Ограничения | Более низкая геометрическая точность, более медленные темпы производства, высокая первоначальная стоимость |
Готовы расширить возможности своей лаборатории с помощью точных и надежных решений для прессования? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, адаптированные для лабораторных нужд. Наше оборудование помогает вам достичь превосходной плотности и однородности материала для высокоэффективных применений. Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут принести пользу вашим проектам и оптимизировать ваши процессы!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Каковы области применения электрических лабораторных холодных изостатических прессов в исследовательских условиях? Развитие исследований и разработок передовых материалов с помощью высоконапорных CIP.
- Каковы характеристики стандартных готовых электрических лабораторных решений для CIP? Обеспечьте немедленную и экономически эффективную обработку
- Каковы некоторые исследовательские применения электрических лабораторных ХИП? Достижение равномерного уплотнения порошка для передовых материалов
- Для каких целей используются возможности высокого давления электрических лабораторных холодных изостатических прессов? Достижение превосходной плотности и сложных деталей
- Какую роль играют электрические лабораторные установки холодного изостатического прессования в промышленных условиях? Связующее звено между НИОКР и производством с высокой точностью
















