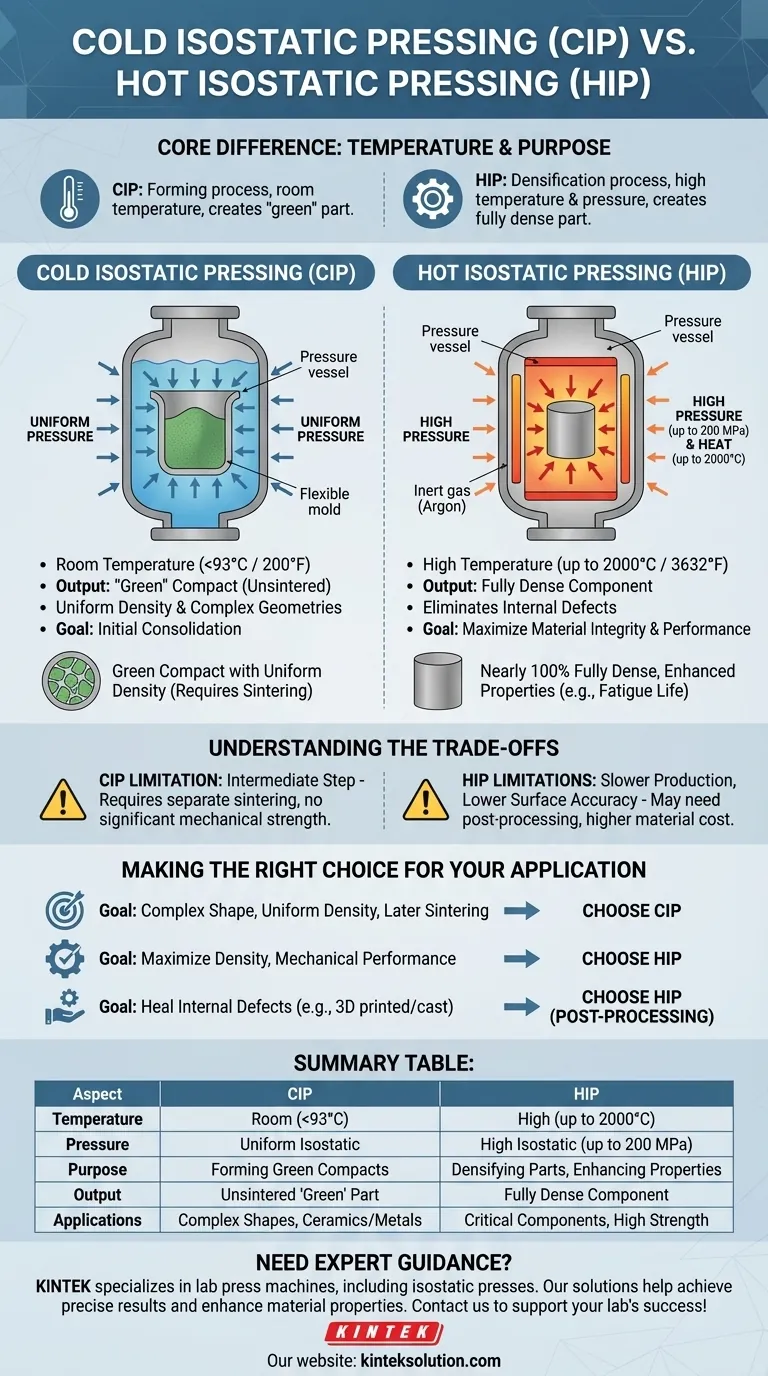
По сути, разница между холодной изостатической прессовкой (CIP) и горячей изостатической прессовкой (HIP) заключается в температуре и назначении. CIP использует равномерное давление при комнатной температуре для уплотнения порошков в твердую, но неспеченную «зеленую» заготовку. Напротив, HIP сочетает высокое давление с высокой температурой для создания полностью плотного компонента с превосходными свойствами материала.
Основное различие заключается не только в нагреве. CIP — это процесс формования, используемый для создания предварительной формы, в то время как HIP — это процесс уплотнения и финишной обработки, используемый для достижения максимальной целостности и производительности материала.
Что такое холодная изостатическая прессовка (CIP)?
Холодная изостатическая прессовка является важным первым шагом для создания сложных деталей из порошковых материалов, таких как керамика или металлы. Она фокусируется на первичном уплотнении до окончательной термообработки.
Основной принцип: равномерное давление при комнатной температуре
При CIP порошковый материал герметизируется в гибкой эластомерной форме. Затем эта форма погружается в жидкость внутри сосуда высокого давления.
Жидкость подвергается давлению, оказывая равномерное (изостатическое) давление со всех направлений на форму. Это происходит при комнатной температуре или около нее (обычно ниже 93°C / 200°F).
Цель: создание «зеленой» заготовки
Результатом CIP является не готовая деталь. Это «зеленая» заготовка — твердый объект с достаточной прочностью для обращения с ним.
Эта зеленая заготовка имеет очень равномерную плотность по всей своей структуре. Эта однородность критически важна для предотвращения деформации или растрескивания во время последующей высокотемпературной стадии спекания. CIP также отлично подходит для создания сложных геометрий без необходимости использования связующих веществ или восков.
Что такое горячая изостатическая прессовка (HIP)?
Горячая изостатическая прессовка — это процесс термической обработки, который выходит далеко за рамки простого формования. Он используется для устранения внутренних дефектов и достижения максимальной теоретической плотности материала.
Основной принцип: одновременный нагрев и давление
Во время HIP компонент помещается внутрь сосуда высокого давления с контролируемой атмосферой. Затем сосуд подвергается воздействию как чрезвычайно высоких температур (до 2000°C / 3632°F), так и высокого изостатического давления (до 200 МПа / 30 000 фунтов на квадратный дюйм).
Средой давления является инертный газ, чаще всего аргон, который предотвращает химические реакции с материалом при повышенных температурах.
Цель: полная плотность и улучшенные свойства
Сочетание тепла и давления заставляет внутренние поры, пустоты и микротрещины внутри материала схлопываться и свариваться на атомном уровне.
В результате получается компонент, который имеет почти 100% полную плотность. Преимущества значительны, включая резкое улучшение механических свойств, таких как усталостная долговечность (часто в 10–100 раз), стойкость к истиранию и коррозионная стойкость. HIP гарантирует, что материал обладает равномерной прочностью во всех направлениях.
Понимание компромиссов
Хотя оба процесса мощны, ни один из них не является универсальным решением. Понимание их ограничений является ключом к их эффективному использованию.
Врожденное ограничение CIP
Основным «ограничением» CIP является то, что это промежуточный производственный этап. Зеленая заготовка, полученная в результате процесса CIP, не имеет значительной механической прочности и должна пройти отдельный высокотемпературный процесс спекания, чтобы стать прочным, функциональным компонентом.
Практические ограничения HIP
HIP обеспечивает исключительные результаты, но сопряжен с практическими ограничениями.
Процесс имеет более низкую скорость производства по сравнению с такими методами, как штампование, что делает его менее подходящим для высокообъемного производства.
Он также может привести к более низкой точности поверхности из-за использования гибкой оснастки или деформации материала. Это часто требует этапов постобработки, таких как механическая обработка, для достижения строгих допусков по размерам. Наконец, процесс часто зависит от специализированных, дорогостоящих порошков, что может увеличить материальные расходы.
Выбор правильного решения для вашего приложения
Ваш выбор между CIP и HIP полностью зависит от вашей конечной цели: вы формируете предварительную форму или совершенствуете окончательную деталь?
- Если ваша основная цель — создание сложной формы на основе порошка с равномерной плотностью для последующего спекания: CIP — правильный выбор для получения высококачественной зеленой заготовки.
- Если ваша основная цель — достижение максимальной плотности и механических характеристик в критически важном компоненте: HIP — это определяющий процесс для создания полностью плотной детали с повышенной усталостной долговечностью и прочностью.
- Если ваша основная цель — устранение внутренних дефектов в существующей детали (например, отливке или напечатанной на 3D-принтере металлической детали): HIP также используется в качестве этапа постобработки для устранения внутренней пористости и значительного повышения целостности детали.
В конечном счете, выбор правильного процесса требует от вас определить, нужно ли вам придать форму материалу или коренным образом усовершенствовать его внутреннюю структуру.
Сводная таблица:
| Аспект | Холодная изостатическая прессовка (CIP) | Горячая изостатическая прессовка (HIP) |
|---|---|---|
| Температура | Комнатная температура (<93°C) | Высокая температура (до 2000°C) |
| Давление | Равномерное изостатическое давление | Высокое изостатическое давление (до 200 МПа) |
| Назначение | Формование зеленых заготовок для спекания | Уплотнение деталей для достижения полной плотности и улучшения свойств |
| Результат | Неспеченная «зеленая» заготовка с равномерной плотностью | Полностью плотный компонент с улучшенными механическими свойствами |
| Ключевые области применения | Сложные формы в керамике/металлах до спекания | Критические компоненты, требующие высокой усталостной долговечности и прочности |
Нужна экспертная помощь в выборе подходящего пресса для вашей лаборатории? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для удовлетворения ваших конкретных потребностей в уплотнении порошков и спекании материалов. Наши решения помогают вам достичь точных результатов, повысить эффективность и улучшить свойства материалов. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем поддержать успех вашей лаборатории! Свяжитесь с нами сейчас
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Каковы области применения электрических лабораторных холодных изостатических прессов в исследовательских условиях? Развитие исследований и разработок передовых материалов с помощью высоконапорных CIP.
- Каков основной принцип работы электрического лабораторного холодноизостатического пресса (CIP)? Достижение превосходной однородности при прессовании порошков
- Что такое электрический лабораторный холодный изостатический пресс (КИП) и его основная функция? Достижение однородных деталей высокой плотности
- Какие варианты индивидуальной настройки доступны для электрических лабораторных холодных изостатических прессов? Настройте давление, размер и автоматизацию для вашей лаборатории
- Каковы некоторые исследовательские применения электрических лабораторных ХИП? Достижение равномерного уплотнения порошка для передовых материалов
















