По сути, изостатическое прессование в холодном состоянии (ИХП) — это производственный процесс, при котором порошкообразный материал помещается в герметичную гибкую форму, погружается в камеру с жидкостью под давлением, а затем подвергается интенсивному, равномерному давлению со всех сторон. Это гидростатическое давление уплотняет порошок в сплошную однородную деталь, часто называемую «сырым» компакт-диском, которая имеет значительно более высокую плотность и структурную целостность до любого окончательного спекания или нагрева.
Основное преимущество ИХП заключается не просто в уплотнении, а в равномерности этого уплотнения. Прикладывая одинаковое давление со всех сторон одновременно, оно устраняет внутренние пустоты и перепады плотности, которые свойственны традиционным методам однонаправленного прессования.

Деконструкция процесса ИХП
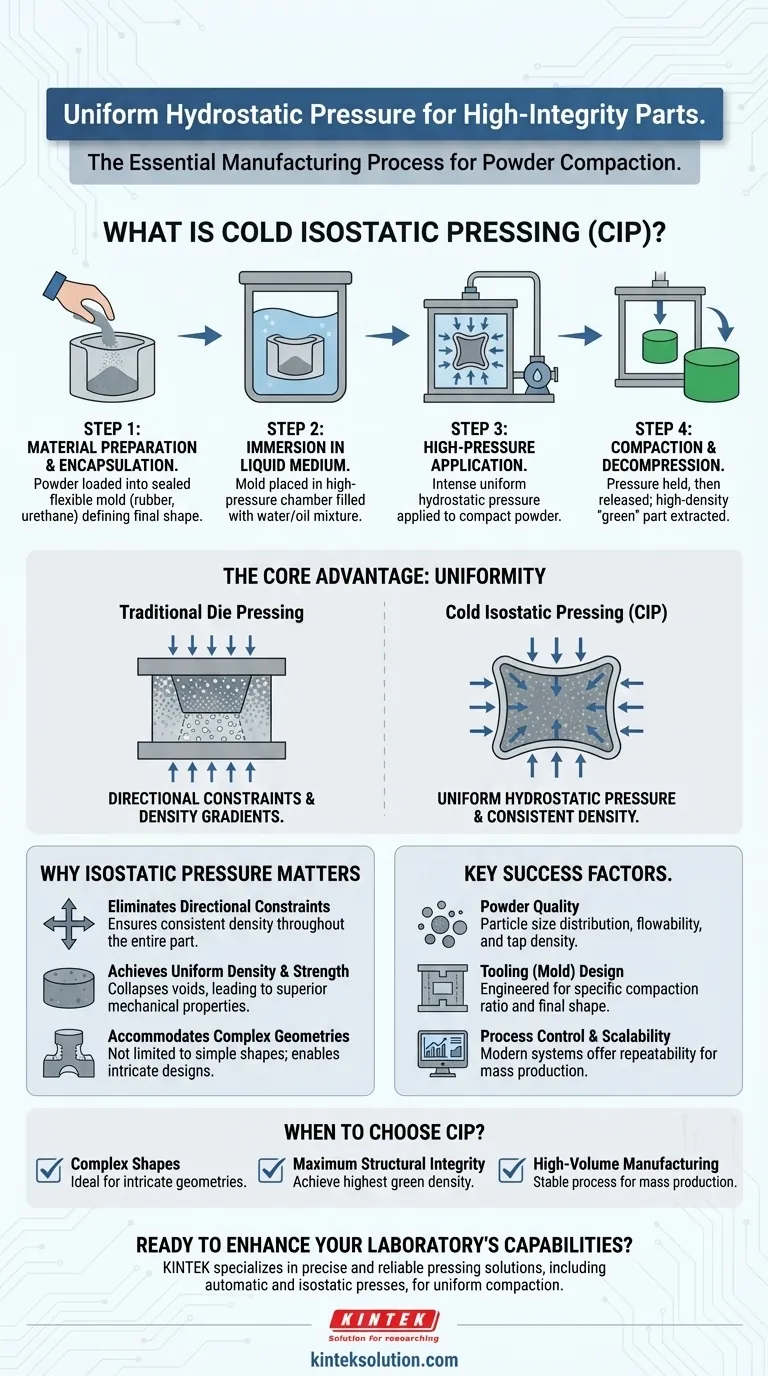
Процесс изостатического прессования в холодном состоянии можно разделить на четыре отдельных последовательных этапа. Вся операция обычно проводится при температуре, близкой к комнатной, или при ней.
Этап 1: Подготовка материала и инкапсуляция
Сначала сырье, обычно в виде порошка, тщательно загружается в гибкую водонепроницаемую форму. Эта форма часто изготавливается из резины, уретана или ПВХ и определяет окончательную форму детали. Затем контейнер герметизируется, чтобы предотвратить загрязнение порошка нагнетаемой жидкостью.
Этап 2: Погружение в жидкую среду
Герметичная форма помещается внутрь сосуда высокого давления. Затем эта камера заполняется жидкой средой, чаще всего водой, смешанной с ингибитором коррозии, но это также может быть масло или другая подходящая жидкость.
Этап 3: Приложение высокого давления
Внешний насос используется для создания давления в жидкости внутри камеры. Это давление передается одинаково и одновременно на каждую точку поверхности гибкой формы. Давление может быть чрезвычайно высоким, уплотняя частицы порошка вместе.
Этап 4: Уплотнение и снятие давления
Под этим интенсивным равномерным давлением порошок уплотняется, и его плотность значительно увеличивается по мере устранения воздушных карманов и пустот. После достижения и поддержания желаемого давления камера разгерметизируется, форма извлекается, и полученная сплошная «сырая» деталь извлекается.
Основной принцип: почему важно изостатическое давление
Эффективность ИХП заключается в его фундаментальной физике, которая решает ключевые проблемы, возникающие при традиционном штамповом прессовании.
Устранение направленных ограничений
Традиционное прессование использует жесткую матрицу и пуансон, прилагая усилие только в одном направлении. Это создает градиенты плотности, где деталь наиболее плотная возле пуансона и менее плотная вдали от него. Изостатическое давление, напротив, действует одинаково во всех направлениях, обеспечивая постоянную плотность по всей детали.
Достижение однородной плотности и прочности
Равномерное распределение давления систематически разрушает пустоты между частицами порошка. В результате получается конечный компонент с минимальной внутренней пористостью, что напрямую приводит к превосходной механической прочности, надежности и предсказуемости работы.
Размещение сложных геометрических форм
Поскольку давление передается через жидкость на гибкую форму, ИХП не ограничивается простыми формами. Оно позволяет изготавливать детали со сложной геометрией, поднутрениями и различными поперечными сечениями с уровнем однородности, недостижимым при использовании жестких матриц.
Понимание ключевых факторов успеха
Хотя процесс стабилен, его эффективность зависит от нескольких критически важных входных параметров, которыми необходимо тщательно управлять.
Критическая роль качества порошка
Исходный порошок оказывает большое влияние на конечный результат. Ключевые характеристики, такие как распределение размера частиц, сыпучесть и насыпная плотность, должны быть оптимизированы для обеспечения равномерного заполнения формы порошком и предсказуемого уплотнения.
Важность конструкции оснастки (формы)
Гибкая форма — это не просто контейнер; это критически важный элемент оснастки. Ее конструкция должна соответствовать определенной степени уплотнения порошка и быть спроектирована для получения желаемой конечной формы и точности размеров после прессования.
Управление процессом и масштабируемость
Современные электрические системы ИХП обеспечивают превосходный контроль давления по сравнению со старыми ручными версиями, что приводит к более высокой повторяемости. Внутренняя стабильность процесса делает его очень подходящим для массового производства, обеспечивая высокую эффективность и постоянное качество в больших партиях.
Когда следует выбирать изостатическое прессование в холодном состоянии
Решение об использовании ИХП полностью зависит от вашей конечной цели для компонента.
- Если ваша основная цель — изготовление деталей сложной формы: ИХП — идеальный выбор для создания замысловатых геометрий, которые невозможно сформировать в жестких матрицах.
- Если ваша основная цель — максимальная структурная целостность: Используйте ИХП для достижения максимально возможной сырой плотности и устранения внутренних дефектов, что приведет к превосходной прочности.
- Если ваша основная цель — высокообъемное, повторяемое производство: ИХП предлагает стабильный и эффективный процесс для массового производства высококачественных компонентов с постоянными свойствами.
В конечном счете, освоение изостатического прессования в холодном состоянии позволяет преобразовывать порошковые материалы в превосходные компоненты с высокой целостностью, с уровнем однородности, с которым не могут сравниться другие методы.
Сводная таблица:
| Этап процесса | Ключевое действие | Результат |
|---|---|---|
| Подготовка материала | Загрузка порошка в гибкую форму и герметизация | Форма готова к прессованию |
| Погружение | Помещение формы в камеру с жидкостью под давлением | Жидкая среда обеспечивает равномерное давление |
| Приложение высокого давления | Накачивание жидкости для создания гидростатического давления | Порошок уплотняется равномерно |
| Уплотнение и снятие давления | Поддержание давления, затем сброс и извлечение детали | Формируется «сырой» компакт высокой плотности |
Готовы расширить возможности вашей лаборатории с помощью точных и надежных решений для прессования? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и лабораторные прессы с подогревом, разработанные для удовлетворения ваших конкретных потребностей в равномерном уплотнении и деталях высокой целостности. Свяжитесь с нами сегодня через нашу форму обратной связи, чтобы обсудить, как наше оборудование может оптимизировать ваши процессы и обеспечить превосходные результаты для ваших проектов!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Какую роль играют электрические лабораторные установки холодного изостатического прессования в промышленных условиях? Связующее звено между НИОКР и производством с высокой точностью
- Каковы некоторые исследовательские применения электрических лабораторных ХИП? Достижение равномерного уплотнения порошка для передовых материалов
- Каковы области применения электрических лабораторных холодных изостатических прессов в исследовательских условиях? Развитие исследований и разработок передовых материалов с помощью высоконапорных CIP.
- Как электрическое холодно-изостатическое прессование (ХИП) способствует экономии средств? Разблокируйте эффективность и сократите расходы
- Каков основной принцип работы электрического лабораторного холодноизостатического пресса (CIP)? Достижение превосходной однородности при прессовании порошков
















