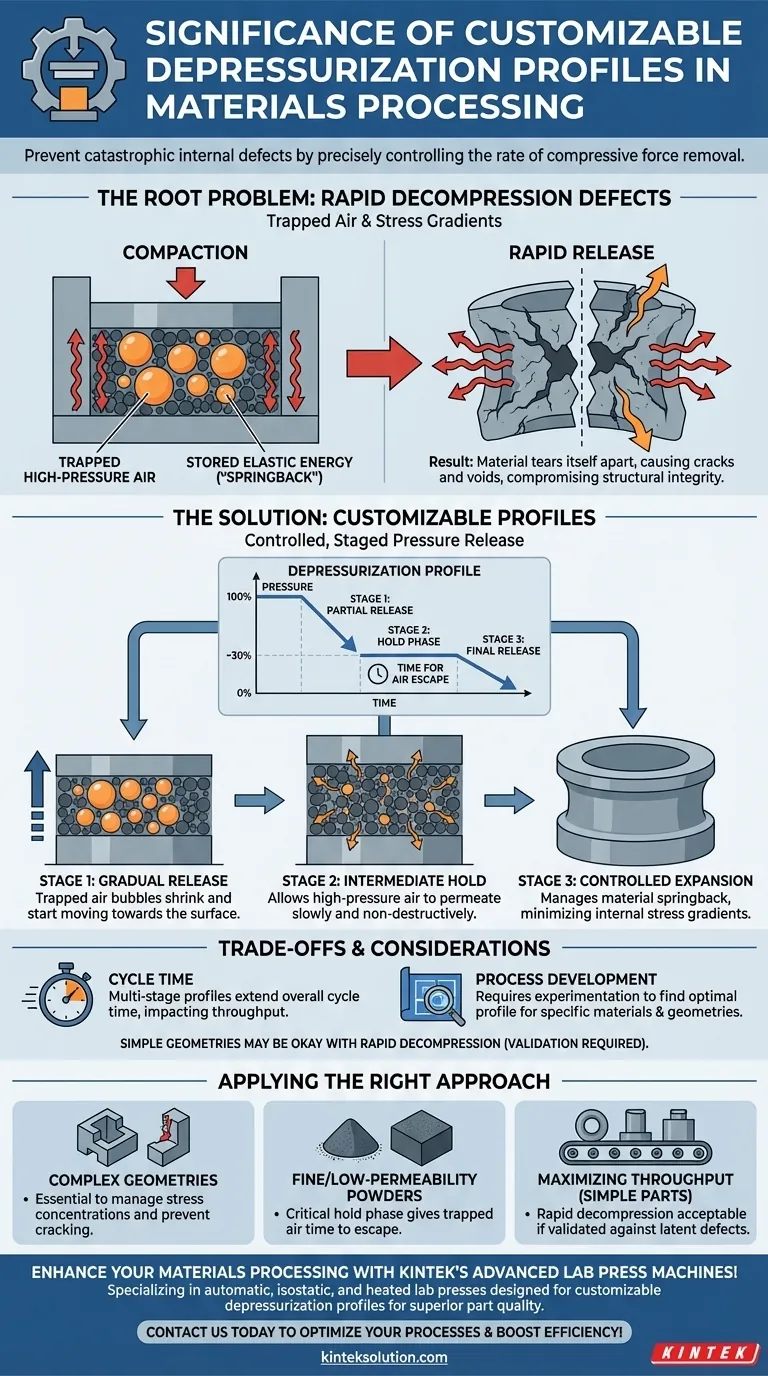
При обработке материалов значение настраиваемого профиля депрессизации заключается в его способности предотвращать катастрофические внутренние дефекты. Точно контролируя скорость снятия сжимающей силы, производители могут избежать образования трещин и пустот, особенно при работе со сложными геометриями деталей или материалами, которые трудно прессовать в твердую форму.
Основная проблема заключается в том, что быстрая декомпрессия задерживает воздух под высоким давлением и слишком быстро высвобождает запасенную упругую энергию, в результате чего материал разрывается изнутри. Настраиваемый профиль превращает депрессизацию из источника дефектов в контролируемый процесс, который обеспечивает структурную целостность конечного компонента.

Основная проблема: Захваченный воздух и градиенты напряжений
Чтобы понять, почему необходима контролируемая депрессизация, вы должны сначала понять силы, действующие внутри только что спрессованного компонента. Процесс компактирования создает условия высокого риска, где внезапный сброс давления может быть разрушительным.
Как компактирование задерживает воздух
Когда порошок загружается в матрицу, пространство между отдельными частицами заполняется воздухом. По мере того как пресс прикладывает огромную силу, этот воздух задерживается и сжимается вместе с материалом, создавая карманы газа высокого давления внутри компонента.
Эффект "пружинения"
Ни один материал не является абсолютно жестким. При сжатии частицы порошка деформируются и накапливают упругую энергию, подобно сжатой пружине. Когда внешнее давление снимается, материал пытается расшириться до своей первоначальной формы. Это явление известно как упругое восстановление или пружинение.
Опасность внезапной декомпрессии
Когда давление сбрасывается мгновенно, происходят два события одновременно: захваченный воздух под высоким давлением violently расширяется, и сам материал пружинит. Этот комбинированный, взрывной выброс энергии создает огромные внутренние градиенты напряжений. Воздух стремится выйти, прокладывая пути, которые становятся трещинами и оставляя за собой пустоты, фатально нарушая структурную целостность компонента еще до того, как он покинет матрицу.
Как настраиваемые профили предоставляют решение
Настраиваемый профиль депрессизации — это предварительно запрограммированная последовательность, которая контролирует скорость и этапы сброса давления. Это превращает событие грубой силы в изящную, многоступенчатую процедуру.
Преодоление одноступенчатого сброса
Простой пресс может предлагать только один, быстрый сброс давления. В отличие от этого, система с настраиваемыми профилями позволяет выполнять постепенную, поэтапную декомпрессию. Например, давление может быть снижено на 70%, удерживаться некоторое время, а затем полностью сброшено.
Сила поэтапной декомпрессии
Этот промежуточный этап "удержания" является критическим. Удерживая компонент под частичным давлением, профиль дает время для медленного и неразрушающего проникновения воздуха под высоким давлением из пористой сети материала. Это позволяет системе "дышать" перед окончательным сбросом.
Снижение внутренних напряжений
Постепенное снижение силы также регулирует пружинение материала. Контролируемое расширение минимизирует внутренние градиенты напряжений, которые в противном случае разорвали бы компонент на части. В результате получается твердая, бездефектная деталь, которая сохраняет свою заданную плотность и прочность.
Понимание компромиссов
Хотя внедрение настраиваемых профилей депрессизации является мощным решением, оно не лишено своих особенностей. Основной компромисс заключается между временем цикла и качеством детали.
Стоимость времени цикла
Многоступенчатый профиль депрессизации по своей сути занимает больше времени, чем один, быстрый сброс. Это дополнительное время увеличивает общее время цикла для каждой производимой детали, что может повлиять на производительность и эффективность производства.
Необходимость разработки процесса
Не существует универсального профиля депрессизации. Оптимальная последовательность сильно зависит от конкретного материала, размера частиц, геометрии детали и плотности уплотнения. Обнаружение идеального профиля требует тщательных экспериментов и проверки процесса, что требует вложения времени и технических знаний.
Когда простота достаточна
Для простых, прочных геометрий и хорошо проницаемых, легко прессуемых порошков сложный профиль может быть излишним. В этих случаях быстрая декомпрессия может быть вполне адекватной и гораздо более эффективной, что делает ее лучшим выбором при правильной проверке.
Применение этого к вашему процессу
Выбор правильного подхода требует согласования вашей стратегии депрессизации с вашей основной производственной целью.
- Если ваша основная цель — производство сложных геометрических форм: Контролируемый, многоступенчатый профиль необходим для управления концентрациями напряжений и предотвращения растрескивания в таких элементах, как тонкие стенки или острые углы.
- Если ваша основная цель — работа с мелкодисперсными или низкопроницаемыми порошками: Профиль с фазой удержания давления критически важен, чтобы дать захваченному воздуху достаточно времени для выхода из плотного материала.
- Если ваша основная цель — максимальная производительность простых деталей: Быстрая декомпрессия может быть приемлемой, но вы должны убедиться, что она не приводит к появлению скрытых внутренних дефектов, которые могут вызвать отказы в эксплуатации позднее.
В конечном итоге, освоение депрессизации превращает ее из необходимого риска в точный инструмент для обеспечения качества компонента изнутри.
Сводная таблица:
| Ключевой аспект | Описание |
|---|---|
| Проблема | Быстрая декомпрессия задерживает воздух и вызывает трещины/пустоты из-за градиентов напряжений. |
| Решение | Настраиваемые профили позволяют поэтапно сбрасывать давление для управления выходом воздуха и пружинением. |
| Преимущества | Предотвращает дефекты, обеспечивает структурную целостность и повышает качество детали. |
| Компромиссы | Увеличенное время цикла и необходимость разработки процесса. |
| Приложения | Идеально подходит для сложных геометрий, мелкодисперсных порошков и материалов с низкой проницаемостью. |
Улучшите обработку материалов с помощью передовых лабораторных прессов KINTEK! Мы специализируемся на автоматических лабораторных прессах, изостатических прессах и нагреваемых лабораторных прессах, разработанных для обеспечения настраиваемых профилей депрессизации для превосходного качества деталей. Независимо от того, работаете ли вы со сложными геометриями или сложными материалами, наши решения помогают предотвращать дефекты и обеспечивать структурную целостность. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем оптимизировать ваши лабораторные процессы и повысить эффективность!
Визуальное руководство