При горячем изостатическом прессовании (ГИП) температура является не просто параметром; это основной фактор, обеспечивающий весь процесс. Значение контроля температуры двояко: он напрямую влияет на способность порошкового материала уплотняться и одновременно оптимизирует физические свойства среды, передающей давление. Без точного управления температурой процесс не может достичь однородного уплотнения и желаемых характеристик конечного продукта.
Основная функция температуры в ГИП заключается в создании идеальных условий как для прессуемого материала, так и для среды, создающей давление. Она смягчает порошок, способствуя связыванию частиц, и одновременно снижает вязкость жидкой среды, чтобы давление прикладывалось идеально равномерно.

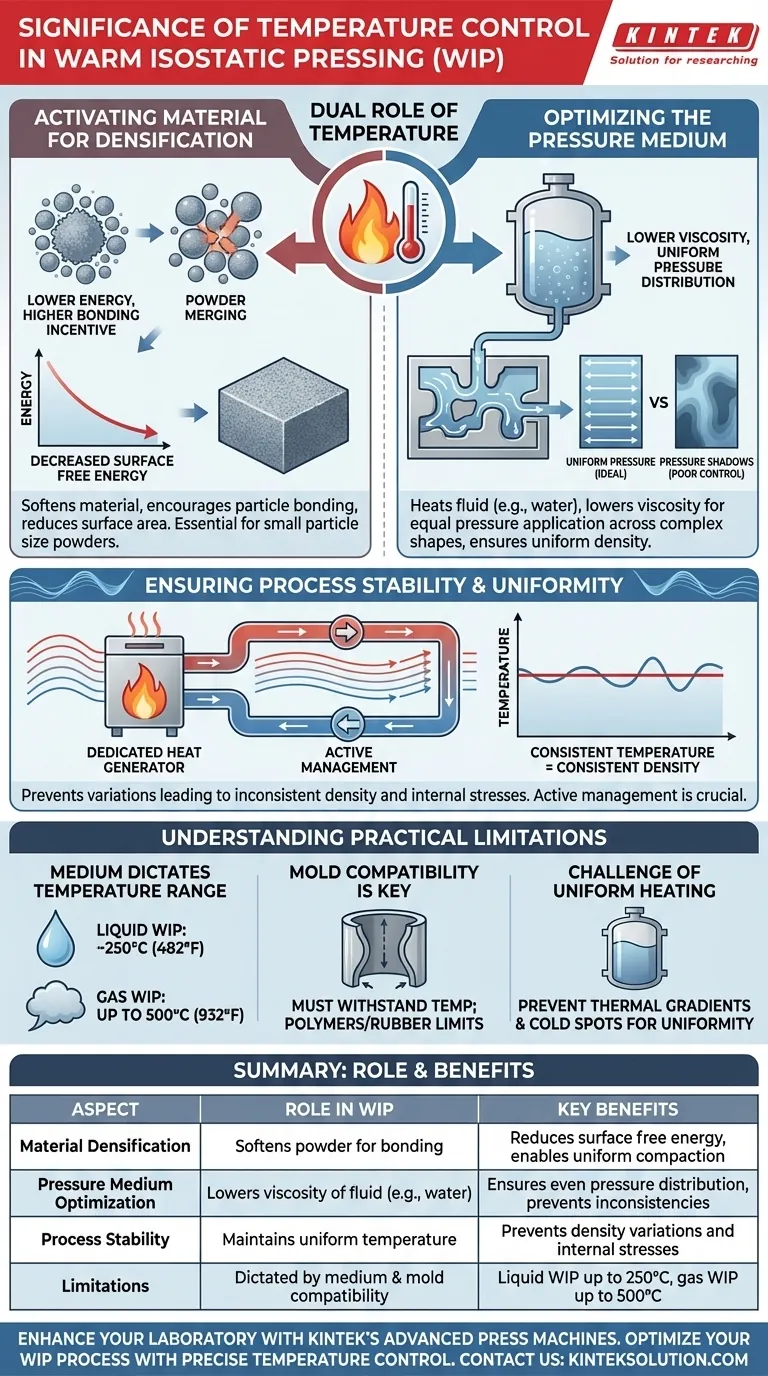
Двойная роль температуры в ГИП
Понимание ГИП требует рассматривать температуру как активный агент, влияющий на два отдельных компонента системы: порошковый материал и среду давления. Успех зависит от балансировки потребностей обеих.
Активация материала для уплотнения
На микроскопическом уровне уплотнение — это процесс снижения общей энергии порошковой системы. Повышение температуры снижает свободную поверхностную энергию материала, создавая термодинамический стимул для связывания частиц и уменьшения площади поверхности между ними.
Этот процесс по сути «смягчает» материал, позволяя частицам легче деформироваться и перестраиваться под давлением. Этот эффект еще более выражен для порошков с очень мелким размером частиц, которые имеют гораздо большую начальную площадь поверхности.
Оптимизация среды давления
Слово «изостатический» в термине «Горячее изостатическое прессование» означает, что давление прикладывается одинаково со всех сторон. Это достигается за счет использования нагретой жидкости (жидкости или газа) в качестве среды давления. Нагрев жидкости, обычно такой как вода, имеет решающее значение, поскольку он снижает ее вязкость.
Низковязкая жидкость может свободно течь и мгновенно передавать давление в каждый контур гибкой формы, окружающей порошок. Это гарантирует отсутствие теней давления или несоответствий, что необходимо для получения конечного продукта с однородной плотностью.
Обеспечение стабильности и однородности процесса
Контроль температуры — это не шаг «установил и забыл». Система использует специальный нагреватель или нагревательную ванну для активного управления температурой жидкой среды на протяжении всего цикла прессования.
Нагретая жидкость часто непрерывно подается в сосуд под давлением. Такое активное управление обеспечивает стабильность и однородность температуры, предотвращая колебания, которые могут привести к непостоянной плотности или внутренним напряжениям в конечном компоненте.
Понимание практических ограничений
Хотя контроль температуры необходим, он сопряжен с определенными инженерными проблемами и ограничениями, которые необходимо учитывать для вашего применения.
Жидкие и газообразные среды
Выбор среды давления определяет диапазон рабочих температур процесса. Системы ГИП на основе жидкостей, часто использующие воду, обычно ограничены температурами около 250°C (482°F).
Для материалов, требующих более высоких температур обработки, необходимы системы ГИП на основе газов. Они могут работать при гораздо более высоких температурах, иногда до 500°C (932°F), но часто требуют более сложного и дорогостоящего оборудования.
Совместимость материала и формы
Повышенная температура должна быть совместима с каждым компонентом системы. Гибкая форма или оболочка, заключающая порошок, особенно чувствительна.
Эти формы обычно изготавливаются из полимеров, таких как полиуретан или резина, которые могут разрушаться, если рабочая температура превышает пределы их службы. Следовательно, выбранная температура должна быть достаточно высокой для пользы порошка, но достаточно низкой для сохранения целостности формы.
Проблема равномерного нагрева
Поддержание идеально однородной температуры во всем большом сосуде под давлением и внутри самого уплотненного порошка является серьезной инженерной задачей.
Любые тепловые градиенты или «холодные точки» в жидкости или детали могут привести к локальным изменениям плотности. Именно поэтому конструкция системы нагрева и циркуляции жидкости имеет решающее значение для успеха процесса.
Согласование контроля температуры с вашей целью
Ваша стратегия контроля температуры должна определяться вашей основной производственной целью.
- Если ваш основной акцент делается на максимальное уплотнение полимеров или композитов: Вы должны точно контролировать температуру, чтобы достичь температуры стеклования или точки размягчения материала без термического разложения.
- Если ваш основной акцент делается на достижение однородного уплотнения сложных форм: Ваш приоритет — поддержание постоянной повышенной температуры жидкой среды для обеспечения низкой вязкости и идеально равномерного распределения давления.
- Если ваш основной акцент делается на обработку термостойких металлических или керамических порошков: Вам необходимо оценить, требуется ли высокотемпературная система ГИП на основе газа для достижения необходимого уровня размягчения материала для уплотнения.
В конечном счете, овладение контролем температуры превращает Горячее изостатическое прессование из простого метода уплотнения в точный производственный инструмент.
Сводная таблица:
| Аспект | Роль в ГИП | Ключевые преимущества |
|---|---|---|
| Уплотнение материала | Смягчает порошок для связывания частиц | Снижает свободную поверхностную энергию, обеспечивает однородное уплотнение |
| Оптимизация среды давления | Снижает вязкость жидкости (например, воды) | Обеспечивает равномерное распределение давления, предотвращает несоответствия |
| Стабильность процесса | Поддерживает однородную температуру с помощью систем нагрева | Предотвращает колебания плотности и внутренние напряжения |
| Ограничения | Определяется типом среды и совместимостью формы | Жидкое ГИП до 250°C, газовое ГИП до 500°C |
Усовершенствуйте обработку материалов в вашей лаборатории с помощью передовых лабораторных прессов KINTEK! Наши автоматические лабораторные прессы, изостатические прессы и лабораторные прессы с подогревом разработаны для обеспечения точного контроля температуры для однородного уплотнения и превосходных результатов при горячем изостатическом прессовании. Независимо от того, работаете ли вы с полимерами, композитами или высокотемпературной керамикой, KINTEK предлагает надежные решения, адаптированные к вашим потребностям. Свяжитесь с нами сегодня, чтобы обсудить, как наше оборудование может оптимизировать ваши процессы и повысить эффективность!
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
- Электрический лабораторный холодный изостатический пресс CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
Люди также спрашивают
- Каков механизм действия теплого изостатического пресса (WIP) на сыр? Освойте холодную пастеризацию для превосходной безопасности
- Чем горячее изостатическое прессование отличается от традиционных методов прессования? Достигните равномерной плотности для сложных деталей
- Как материалы с жертвенным объемом (SVM) поддерживают микроканалы при изостатическом прессовании? Обеспечение структурной целостности
- Какова функция эластичных форм при горячем изостатическом прессовании? Достижение равномерной плотности в композитных частицах
- Какова функция гидравлического давления при горячем изостатическом прессовании? Достижение равномерной плотности материала



















