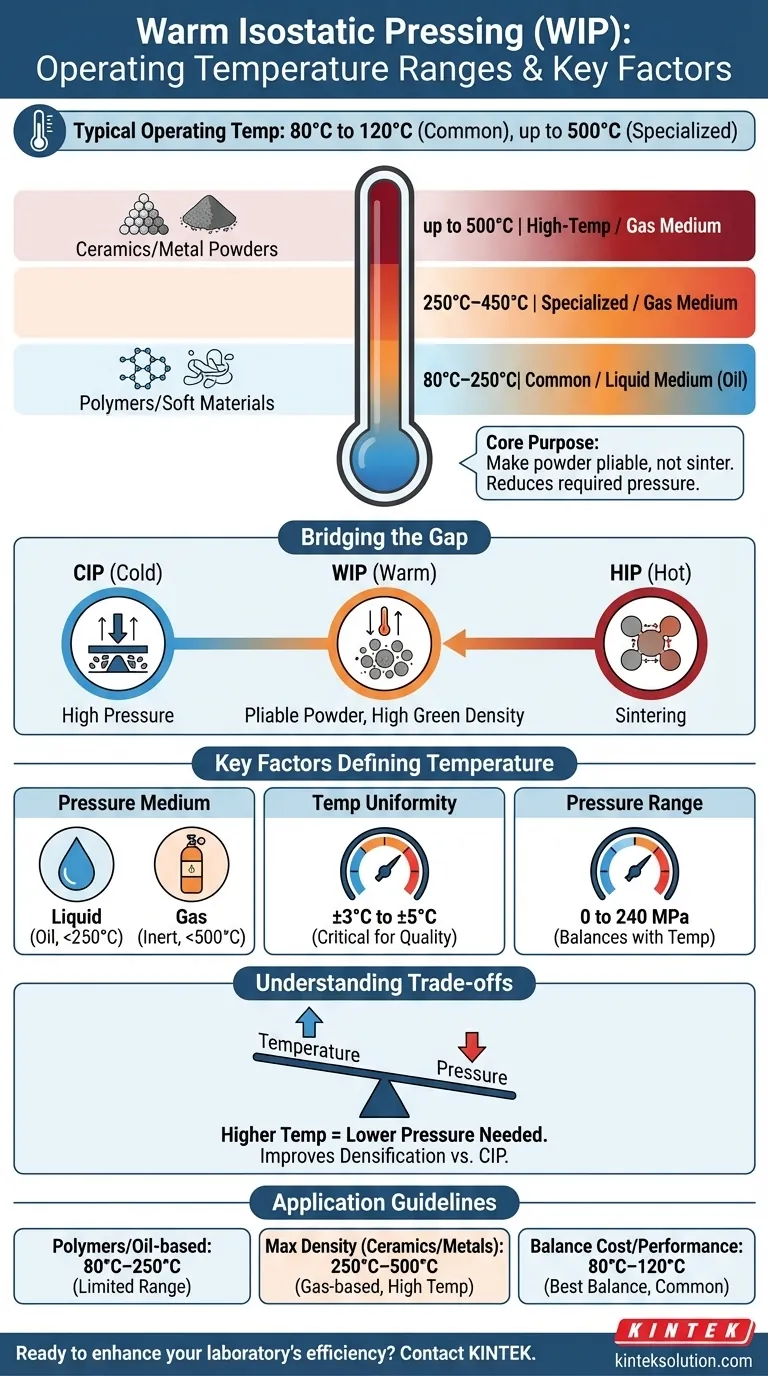
При теплой изостатической штамповке (ТИШ) типичная рабочая температура находится в диапазоне от 80°C до 120°C. Однако для определенных материалов и применений этот диапазон может значительно расширяться — от 250°C до 450°C, при этом специализированные газовые системы способны достигать 500°C.
Основная цель применения тепла при теплой изостатической штамповке — не спекание материала, а придание порошку большей пластичности. Это умеренное тепло значительно снижает экстремальное давление, необходимое для уплотнения, заполняя пробел между холодной и горячей изостатической штамповкой.

Понимание роли температуры в ТИШ
Теплая изостатическая штамповка занимает стратегическую промежуточную позицию в порошковой металлургии. В отличие от холодной изостатической штамповки (ХИШ), она использует тепло. В отличие от горячей изостатической штамповки (ГИШ), температуры недостаточно высоки для спекания или металлургической связи.
Заполнение пробела между холодной и горячей штамповкой
Основная функция тепла в ТИШ — понижение предела текучести частиц порошка. Это делает материал более мягким и пластичным.
В результате порошок уплотняется более эффективно под давлением по сравнению с холодным процессом. Это позволяет достичь высокой «зеленой» плотности (плотность до окончательного спекания) без использования экстремального давления ХИШ.
Влияние на уплотнение материала
Прикладывая равномерный нагрев и давление, ТИШ гарантирует, что частицы порошка деформируются и перестраиваются, чтобы более эффективно заполнить имеющиеся между ними пустоты.
Этот процесс приводит к получению «зеленой» детали с превосходной плотностью и однородностью по сравнению с деталями, изготовленными методом ХИШ. Эта повышенная «зеленая» прочность делает компоненты более прочными и удобными для обработки или механической обработки перед стадией окончательного спекания.
Ключевые факторы, определяющие рабочую температуру
Выбор конкретной температуры для цикла ТИШ не случаен. Это расчетное решение, основанное на среде давления, обрабатываемом материале и потребности в стабильности процесса.
Среда давления: Жидкость против газа
Тип среды, используемой для передачи изостатического давления, является основным ограничивающим фактором для температуры.
- Системы ТИШ на основе жидкостей, часто использующие масло, как правило, работают при температурах до 250°C.
- Системы ТИШ на основе газов, использующие инертные газы, такие как аргон, могут работать при гораздо более высоких температурах, достигая 500°C.
Требуемая однородность температуры
Поддержание постоянной температуры по всему изделию критично для качественного результата. Неравномерный нагрев может привести к градиентам плотности и внутренним напряжениям.
Высокопроизводительная система ТИШ стремится к превосходной однородности температуры, часто в пределах строгого допуска ±3°C до ±5°C.
Роль давления
Хотя температура является ключевым фактором, давление остается критически важной переменной, обычно в диапазоне от 0 до 240 МПа. Взаимодействие тепла и давления позволяет точно контролировать конечную плотность уплотненной детали.
Понимание компромиссов
Выбор ТИШ и ее рабочих параметров предполагает балансирование между преимуществами в производительности и сложностью эксплуатации и стоимостью. Понимание этих компромиссов важно для принятия обоснованного решения.
Температура против давления
Основной компромисс в ТИШ — между теплом и давлением. Повышение температуры позволяет достичь целевой плотности при меньшем давлении.
Это может быть выгодно, поскольку создание и удержание сверхвысокого давления часто является более сложной механически и более дорогостоящей задачей, чем управление умеренным нагревом.
Сложность и стоимость
Введение тепла усложняет процесс. Система требует надежных нагревательных элементов, прочных уплотнений, способных выдерживать как тепло, так и давление, а также среды давления, которая остается стабильной при заданной температуре.
Как правило, более высокие рабочие температуры приводят к усложнению оборудования и увеличению эксплуатационных расходов.
Проблемы контроля процесса
Достижение точного и равномерного контроля температуры, особенно внутри сосуда высокого давления, более сложно, чем эксплуатация простого холодного пресса. Это требует сложных систем управления и тщательной валидации процесса для обеспечения однородности деталей.
Выбор правильного решения для вашего применения
Оптимальная температура для вашего процесса ТИШ напрямую зависит от вашего материала, оборудования и желаемого результата. Используйте эти рекомендации для информирования вашего подхода.
- Если ваш основной фокус — обработка полимеров или использование стандартной масляной системы: Ваш процесс будет ограничен более низким температурным диапазоном, обычно от 80°C до 250°C.
- Если ваш основной фокус — достижение максимальной «зеленой» плотности в тугоплавких материалах, таких как керамика или металлические порошки: Потребуется система на основе газа, работающая в более высоком диапазоне от 250°C до 500°C.
- Если ваш основной фокус — баланс между стоимостью и производительностью: Работа в общем диапазоне от 80°C до 120°C часто обеспечивает наилучший баланс, улучшая уплотнение по сравнению с ХИШ без значительных затрат на высокотемпературные системы.
В конечном счете, температура при теплой изостатической штамповке — это мощный инструмент, используемый для достижения превосходных свойств материала до финальной стадии производства.
Сводная таблица:
| Аспект | Типичный диапазон | Ключевые детали |
|---|---|---|
| Рабочая температура | 80°C до 120°C (общепринято) | Может достигать 250°C–500°C для специализированных систем |
| Диапазон давления | 0 до 240 МПа | Работает совместно с температурой для контроля уплотнения |
| Однородность температуры | ±3°C до ±5°C | Критично для предотвращения градиентов плотности и напряжений |
| Типы систем | На основе жидкости (до 250°C) / На основе газа (до 500°C) | Масло для более низких температур, инертные газы для более высоких температур |
Готовы повысить эффективность вашей лаборатории с помощью точной теплой изостатической штамповки? KINTEK специализируется на высокопроизводительных лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и прессы с подогревом, разработанные для обеспечения равномерного контроля температуры и превосходного уплотнения таких материалов, как керамика и металлические порошки. Наши решения помогают вам достичь более высокой «зеленой» плотности и снизить эксплуатационные расходы. Свяжитесь с нами сегодня, чтобы обсудить, как наше оборудование может удовлетворить ваши конкретные потребности и продвинуть ваши исследования вперед!
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
- Электрический лабораторный холодный изостатический пресс CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
Люди также спрашивают
- Какова роль гибкого материала при изостатическом прессовании в горячем состоянии? Ключ к равномерной плотности и точности
- Почему композитные катоды должны быть герметично упакованы в ламинационные пакеты для вакуумирования при ВПП? Обеспечение стабильности и плотности аккумулятора
- Чем горячее изостатическое прессование отличается от традиционных методов прессования? Достигните равномерной плотности для сложных деталей
- Каков процесс изостатического прессования в горячих условиях? Освоение равномерной плотности с помощью технологии WIP
- Как материалы с жертвенным объемом (SVM) поддерживают микроканалы при изостатическом прессовании? Обеспечение структурной целостности



















