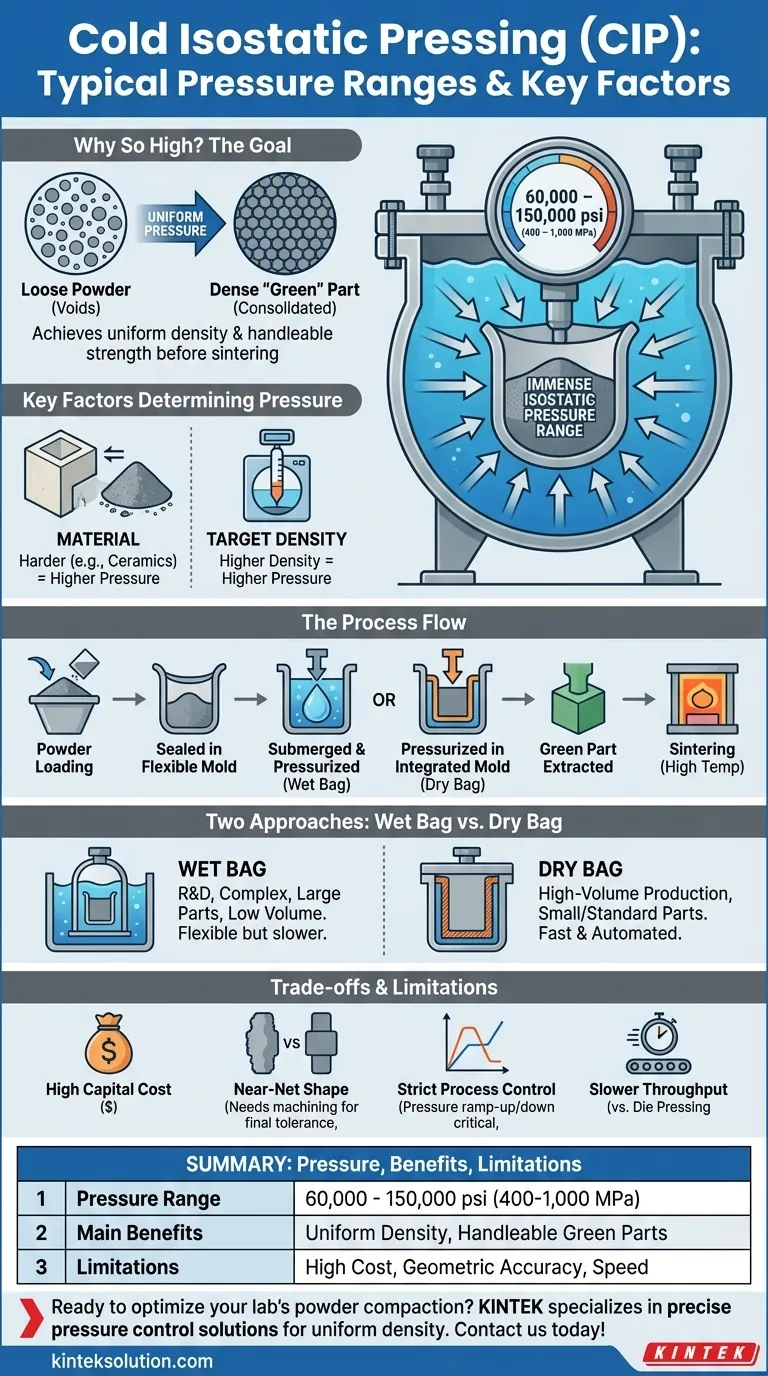
При изостатическом прессовании в холодном состоянии (CIP) типичное рабочее давление огромно и колеблется от 60 000 фунтов на квадратный дюйм (400 МПа) до 150 000 фунтов на квадратный дюйм (1000 МПа). Этот широкий диапазон существует потому, что оптимальное давление не является фиксированной величиной; оно определяется конкретным уплотняемым материалом, характеристиками исходного порошка и желаемой плотностью конечного изделия.
Основная цель изостатического прессования в холодном состоянии — не просто приложить давление, а приложить его *равномерно* со всех сторон. Это экстремальное, изотропное давление консолидирует рыхлый порошок в твердую, обрабатываемую «сырую» деталь с постоянной плотностью, подготавливая почву для последующих этапов производства, таких как спекание.

Почему необходимо такое экстремальное давление
Фундаментальная цель CIP — преобразовать объем рыхлого порошка в плотный, твердый объект. Огромное давление — это механизм, который достигает этой трансформации с уникальными преимуществами.
Цель: достижение равномерной плотности
В основе процесса лежит термин «изостатический», что означает, что давление прикладывается одинаково со всех сторон. Это достигается путем погружения детали, герметизированной в гибкой форме, в жидкость (обычно масло или воду) внутри сосуда высокого давления.
Когда сосуд находится под давлением, жидкость передает эту силу равномерно на каждую поверхность формы. Это устраняет пустоты между частицами порошка, резко повышая плотность материала очень равномерным образом.
От порошка к «сырой» детали
Результатом этого уплотнения является «сырая» деталь. Этот термин означает, что компонент был механически спрессован в твердую форму, но еще не прошел термическую обработку.
Сырая деталь достаточно прочна для ручной обработки и механической обработки, но окончательные свойства материала, такие как твердость и прочность, она приобретает только после последующего высокотемпературного процесса, называемого спеканием.
Ключевые факторы, определяющие требуемое давление
Выбор правильного давления в диапазоне от 60 000 до 150 000 фунтов на квадратный дюйм критичен для успеха. Решение зависит в первую очередь от двух факторов: материала и целевой плотности.
Характеристики материала
Различные материалы по-разному сопротивляются уплотнению. Более твердые материалы требуют большего давления для деформации и сцепления частиц друг с другом.
Керамические порошки (такие как оксид алюминия или диоксид циркония) и тугоплавкие металлы часто требуют давлений, близких к верхней границе диапазона, для достижения достаточной сырой плотности. Более мягкие металлические порошки могут быть успешно уплотнены при более низких давлениях.
Желаемая конечная плотность
Существует прямая зависимость между приложенным давлением и результирующей плотностью сырой детали. Более высокое давление сближает частицы, уменьшая пористость и увеличивая плотность.
Инженеры выбирают целевую плотность, оптимальную для конечного применения и последующего процесса спекания, что, в свою очередь, определяет необходимое давление CIP.
Методы «Мокрый мешок» против «Сухой мешок»: два подхода к процессу
Метод приложения давления разделяет CIP на две различные техники, каждая из которых подходит для различных производственных потребностей.
CIP «Мокрый мешок»: гибкость для прототипов
При CIP «Мокрый мешок» порошок помещается в гибкую форму, которая затем герметизируется и погружается в технологическую жидкость внутри сосуда. Форма «мокрая», потому что она непосредственно контактирует с жидкостью.
Этот метод очень универсален, что делает его идеальным для исследований и разработок, изготовления крупных или сложных деталей, а также мелкосерийного производства.
CIP «Сухой мешок»: скорость для производства
При CIP «Сухой мешок» гибкая форма является неотъемлемой частью самого сосуда высокого давления. Порошок загружается в форму, сосуд герметизируется, и давление прикладывается вокруг него.
Этот подход легко автоматизируется и обеспечивает гораздо более быстрое время цикла, что делает его предпочтительным методом для крупносерийного производства небольших, более стандартизированных деталей.
Понимание компромиссов и ограничений
Несмотря на свою мощность, CIP не является универсальным решением. Признание его ограничений является ключом к его эффективному использованию.
Высокая стоимость входа
Оборудование, необходимое для безопасного создания и удержания давлений до 150 000 фунтов на квадратный дюйм, является узкоспециализированным и представляет собой значительные капиталовложения.
Проблема геометрической точности
CIP — это процесс близкий к чистовой геометрии (near-net shape), а не процесс для достижения окончательных допусков. Хотя *плотность* очень однородна, гибкая оснастка означает, что точность размеров сырой детали ограничена.
Детали, изготовленные методом CIP, почти всегда требуют вторичной механической обработки или шлифовки для соответствия жестким геометрическим допускам.
Контроль процесса не подлежит обсуждению
Качество конечной детали в значительной степени зависит от тщательно контролируемых скоростей наращивания и сброса давления. Слишком быстрое повышение или понижение давления может вызвать внутренние трещины или градиенты плотности, нарушая целостность компонента.
Пропускная способность по сравнению с другими методами
Даже с автоматизированными системами «Сухой мешок» CIP, как правило, является более медленным процессом по сравнению с другими методами порошковой металлургии, такими как штамповка или литье под давлением (MIM). Его сила заключается в однородности и обработке крупных деталей, а не в необработанной скорости.
Выбор правильного пути для вашей цели
Ваша конкретная цель определяет, как следует подходить к изостатическому прессованию в холодном состоянии.
- Если ваш основной фокус — НИОКР или сложные детали для небольших партий: CIP «Мокрый мешок» предлагает необходимую универсальность для различных форм и размеров.
- Если ваш основной фокус — крупносерийное производство стандартизированных компонентов: CIP «Сухой мешок» обеспечивает автоматизацию и более быстрое время цикла, необходимое для эффективности.
- Если ваш основной фокус — достижение максимальной плотности в твердых материалах, таких как керамика: Будьте готовы работать в верхней части диапазона давлений, часто превышающего 100 000 фунтов на квадратный дюйм.
- Если ваш основной фокус — конечный допуск по размерам: Планируйте, что CIP будет этапом близким к чистовой геометрии, и заложите бюджет на необходимую постобработку и механическую обработку для достижения окончательных размеров.
Понимание этой динамики давления и компромиссов процесса является ключом к использованию CIP для создания высокооднородных, плотных компонентов для критически важных применений.
Сводная таблица:
| Аспект | Детали |
|---|---|
| Типичный диапазон давлений | 60 000–150 000 фунтов на квадратный дюйм (400–1000 МПа) |
| Ключевые факторы | Тип материала (например, керамика, металлы), желаемая плотность |
| Типы процессов | «Мокрый мешок» (для НИОКР, сложных деталей), «Сухой мешок» (для крупносерийного производства) |
| Основные преимущества | Равномерная плотность, обрабатываемые сырые детали, идеально подходит для спекания |
| Ограничения | Высокая стоимость оборудования, ограниченная геометрическая точность, более низкая пропускная способность |
Готовы оптимизировать процесс уплотнения порошка в вашей лаборатории? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для обеспечения точного контроля давления для однородной плотности и повышения производительности материалов. Независимо от того, занимаетесь ли вы НИОКР или крупносерийным производством, наши решения помогут вам с легкостью достичь превосходных результатов. Свяжитесь с нами сегодня, чтобы обсудить, как наше оборудование может удовлетворить ваши конкретные лабораторные потребности и повысить вашу эффективность!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Каков основной принцип работы электрического лабораторного холодноизостатического пресса (CIP)? Достижение превосходной однородности при прессовании порошков
- Для каких целей используются возможности высокого давления электрических лабораторных холодных изостатических прессов? Достижение превосходной плотности и сложных деталей
- Что такое электрический лабораторный холодный изостатический пресс (КИП) и его основная функция? Достижение однородных деталей высокой плотности
- Как электрическое холодно-изостатическое прессование (ХИП) способствует экономии средств? Разблокируйте эффективность и сократите расходы
- Какие материалы можно уплотнять с помощью электрических лабораторных холодных изостатических прессов? Достижение равномерной плотности для металлов, керамики и многого другого
















