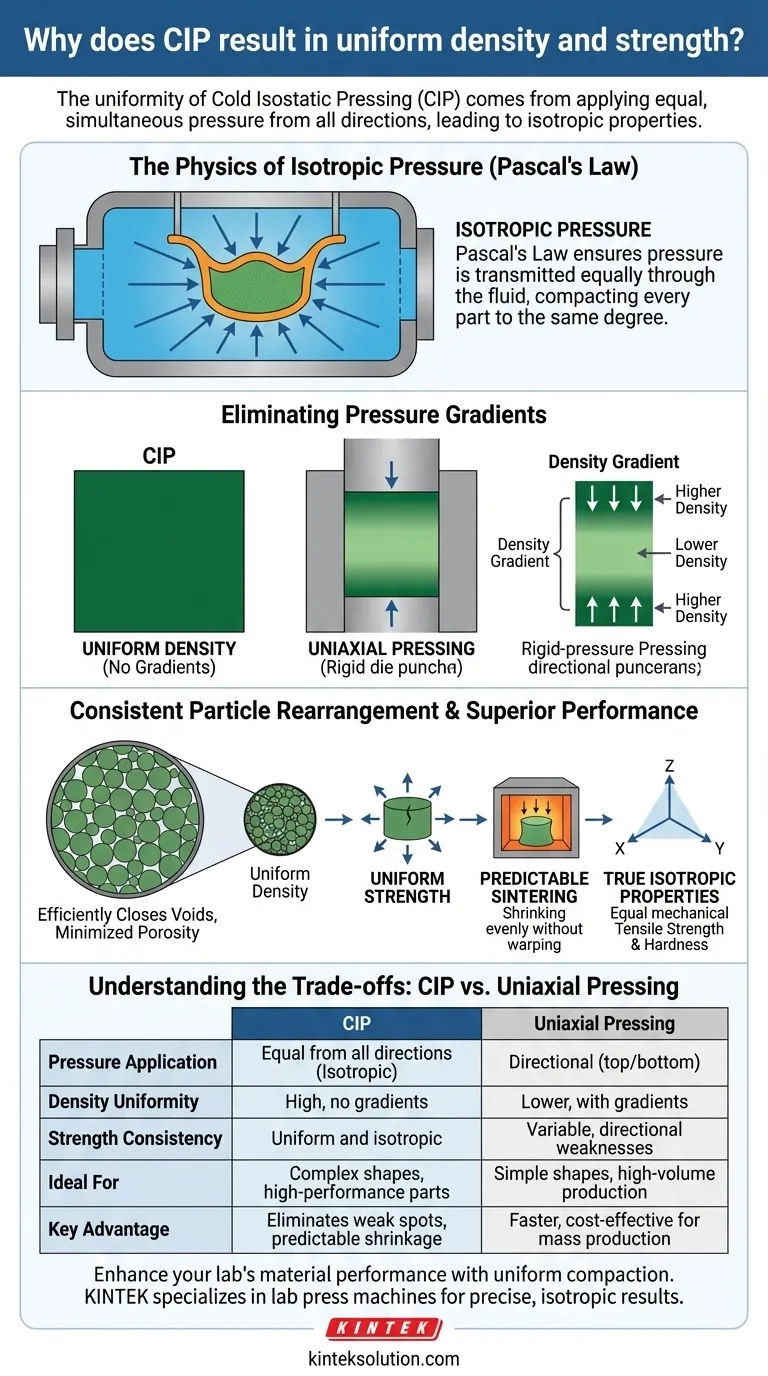
Однородность, достигаемая при изостатическом прессовании холодным способом (ИВП), основана на одном фундаментальном принципе: приложении равного, одновременного давления со всех направлений. Это возможно, поскольку деталь, обычно представляющая собой порошок, помещенный в гибкую форму, погружается в жидкость, которая затем подвергается давлению. Согласно закону Паскаля, это давление одинаково передается по всей жидкости, гарантируя, что каждая часть детали уплотняется в одинаковой степени, что приводит к исключительно однородной плотности и прочности.
Ключевое преимущество ИВП заключается не просто в уплотнении, а в изотропном (одинаковом во всех направлениях) характере этого уплотнения. В отличие от традиционных методов, создающих направленные дефекты, ИВП создает основу однородной плотности, которая напрямую транслируется в предсказуемые, высокопроизводительные конечные детали.

Физика изотропного давления
Чтобы понять, почему ИВП настолько эффективно, мы должны сначала рассмотреть физику того, как применяется давление. Успех этого метода коренится в его способности преодолевать ограничения традиционного прессования.
Закон Паскаля в действии
В основе ИВП лежит закон Паскаля. Этот принцип гласит, что изменение давления в любой точке замкнутой жидкости передается без уменьшения во все остальные точки.
В системе ИВП порошкообразный материал герметизируется в гибкой форме и помещается внутрь сосуда высокого давления, заполненного жидкостью (например, водой или маслом). Когда сосуд находится под давлением, это давление одинаково воздействует на форму со всех возможных углов.
Устранение градиентов давления
Это резко контрастирует с одноосным прессованием, при котором давление применяется с одного или двух направлений (например, сверху и снизу). При этом методе трение между порошком и жесткими стенками матрицы приводит к падению давления по мере его прохождения через порошок.
Результатом одноосного прессования является градиент плотности, при котором деталь наиболее плотная возле пуансонов и менее плотная в центре и у стенок матрицы. ИВП не имеет стенок матрицы, создающих это трение, полностью устраняя этот распространенный источник дефектов.
Последовательное переустройство частиц
Равномерное, всенаправленное давление позволяет частицам порошка перестраиваться и упаковываться с невероятной согласованностью по всему объему. Этот процесс эффективно закрывает пустоты между частицами.
Минимизируя пористость однородным образом, ИВП создает «зеленую» деталь (предварительно спеченное состояние), свободную от внутренних слабых мест, характерных для других методов.
От однородной плотности к превосходным характеристикам
Однородная плотность — это не конечная цель; это средство достижения компонента с надежными и предсказуемыми механическими свойствами.
Однородная плотность создает однородную прочность
Прочность порошкового металла или керамической детали напрямую связана с ее плотностью. Участки с более низкой плотностью (более высокой пористостью) по своей сути слабее.
Эти пористые области действуют как концентраторы напряжений, которые являются отправными точками для образования и распространения трещин, когда деталь находится под нагрузкой. Поскольку ИВП минимизирует эти колебания, результирующий компонент обладает постоянной прочностью по всему объему.
Предсказуемая усадка при спекании
Большинство прессованных деталей должны быть подвергнуты спеканию — высокотемпературному процессу, который сплавляет частицы для достижения конечной прочности. Во время спекания деталь усаживается.
Если деталь имеет неоднородную плотность, она будет усаживаться неравномерно, что приведет к короблению, растрескиванию или геометрическим неточностям. Однородная плотность, обеспечиваемая ИВП, гарантирует, что деталь усаживается предсказуемо и равномерно, в результате чего конечный продукт соответствует проектному замыслу.
Истинно изотропные свойства
Конечной выгодой является компонент с изотропными свойствами. Это означает, что его механические характеристики, такие как предел прочности на растяжение и твердость, одинаковы независимо от направления, в котором они измеряются. Это критически важно для высокопроизводительных применений, где напряжения могут возникать из сложных, многонаправленных источников.
Понимание компромиссов: ИВП против одноосного прессования
Ни один метод не является идеальным для всех применений. Выбор между ИВП и более традиционными методами включает в себя четкие компромиссы.
ИВП: Для максимальной однородности
ИВП — идеальный выбор для деталей, где структурная целостность и предсказуемая производительность не подлежат обсуждению. Он превосходно подходит для изготовления сложных геометрических форм, которые невозможно равномерно прессовать в жесткой матрице.
Одноосное прессование: Для скорости и объема
Одноосное прессование значительно быстрее, легче автоматизируется и дешевле на деталь. Это доминирующий метод для производства больших объемов простых форм, таких как промышленные втулки, шестерни или фармацевтические таблетки.
Основное различие: Контроль против скорости
Основной компромисс заключается между точным, равномерным контролем ИВП и чистой скоростью одноосного прессования. Направленное давление одноосных методов является их самым большим недостатком с точки зрения качества, но их самым большим преимуществом с точки зрения скорости производства.
Сделайте правильный выбор для вашего применения
Выбор правильного метода уплотнения порошка полностью зависит от геометрической сложности и требований к производительности вашей конечной детали.
- Если ваш основной приоритет — максимальная структурная целостность и изотропная прочность: ИВП является превосходным выбором, поскольку его равномерное давление гарантирует постоянную плотность и устраняет внутренние слабые места.
- Если ваш основной приоритет — высокообъемное производство простых форм: Одноосное прессование более экономично и быстрее, при условии, что вы можете спроектировать с учетом некоторого уровня вариации плотности.
- Если ваш основной приоритет — создание сложных форм без дефектов: ИВП превосходит, поскольку гибкая форма и равномерное давление предотвращают концентрацию напряжений и растрескивание, характерные при прессовании сложных геометрических форм в жесткой матрице.
В конечном счете, изготовление высокопроизводительных материалов — это игра контроля, и ИВП предлагает самый равномерный контроль над уплотнением частиц из всех доступных.
Сводная таблица:
| Аспект | ИВП (Изостатическое прессование холодным способом) | Одноосное прессование |
|---|---|---|
| Приложение давления | Равномерное со всех направлений (изотропное) | Направленное (сверху/снизу) |
| Однородность плотности | Высокая, без градиентов | Ниже, с градиентами |
| Постоянство прочности | Однородная и изотропная | Изменчивая, с направленными дефектами |
| Идеально для | Сложные формы, высокопроизводительные детали | Простые формы, высокообъемное производство |
| Ключевое преимущество | Устраняет слабые места, предсказуемая усадка | Быстрее, экономично для массового производства |
Готовы повысить производительность материалов в вашей лаборатории с помощью однородного уплотнения? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для обеспечения точных, изотропных результатов для ваших высокопроизводительных применений. Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут оптимизировать ваши процессы и обеспечить надежные детали без дефектов!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Как электрическое холодно-изостатическое прессование (ХИП) способствует экономии средств? Разблокируйте эффективность и сократите расходы
- Каковы области применения электрических лабораторных холодных изостатических прессов в исследовательских условиях? Развитие исследований и разработок передовых материалов с помощью высоконапорных CIP.
- Каков основной принцип работы электрического лабораторного холодноизостатического пресса (CIP)? Достижение превосходной однородности при прессовании порошков
- Что такое электрический лабораторный холодный изостатический пресс (КИП) и его основная функция? Достижение однородных деталей высокой плотности
- Какие варианты индивидуальной настройки доступны для электрических лабораторных холодных изостатических прессов? Настройте давление, размер и автоматизацию для вашей лаборатории
















