
Невидимый дефект
Представьте себе идеально сформированный компонент — медицинский имплантат, керамическое лопаточное колесо турбины — выходящий из пресса. Он выглядит безупречно. Но когда он попадает в печь для окончательного спекания, появляется микроскопическая трещина, которая затем расщепляется, приводя к катастрофическому разрушению.
Причиной был не дефект материала и не ошибка в термообработке. Дефект был заложен с самого первого этапа: компактирования.
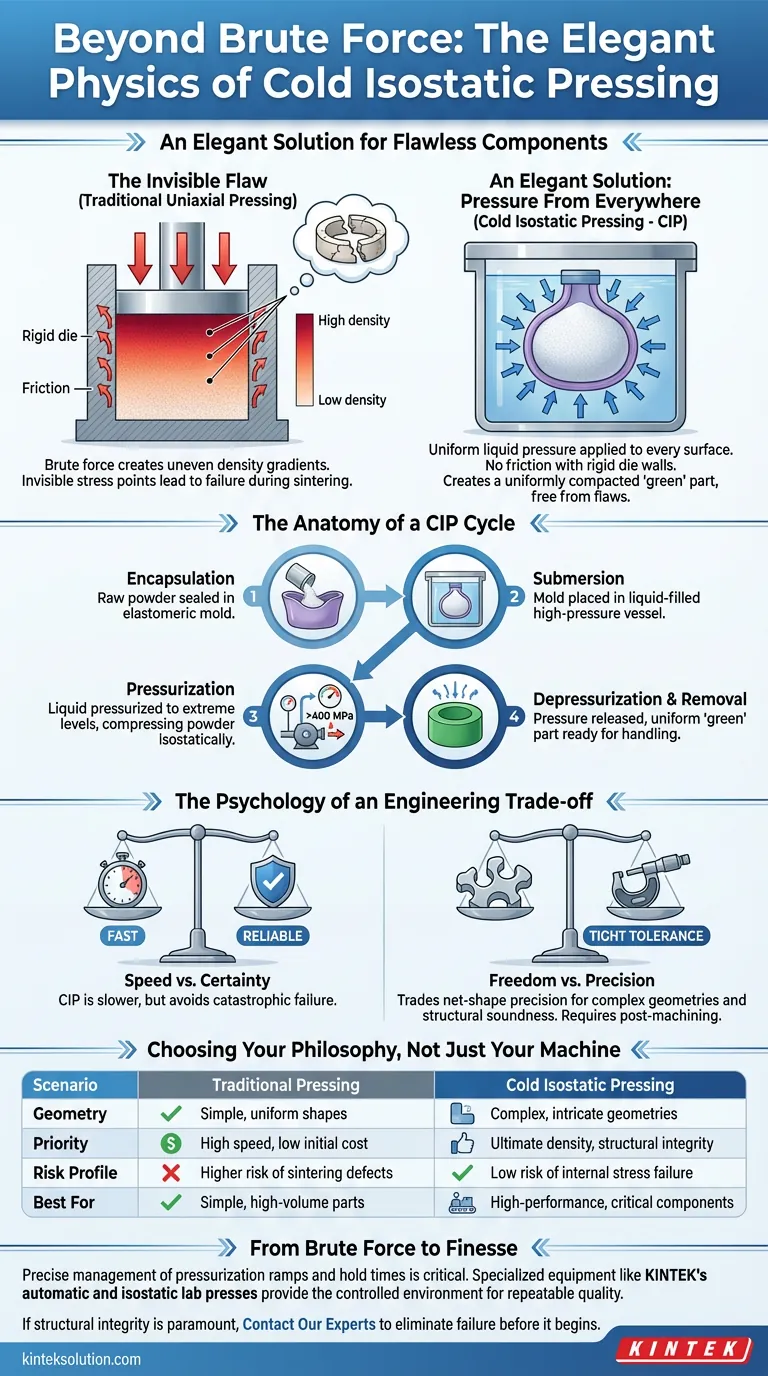
Основная проблема в порошковой металлургии и технической керамике заключается не просто в приложении силы. Дело в том, как эта сила доставляется. Традиционное одноосное прессование, которое сжимает порошок с одного или двух направлений в жесткой матрице, является обманчивым актом грубой силы. Оно создает скрытые градиенты плотности, зоны высокого и низкого уплотнения, подобно геологическим слоям. Это невидимые точки напряжения, готовые разорвать деталь.
Давление — это не просто давление
Проблема в трении. Когда поршень сжимает порошок, частицы трутся о стенки матрицы, препятствуя равномерному распределению давления. Порошок, ближайший к поршню, становится плотным, в то время как порошок, находящийся дальше, остается менее сжатым.
Это и есть невидимый дефект. Это структурная ложь, которая раскрывается только под огромным напряжением спекания.
Холодное изостатическое прессование (CIP) работает по более элегантному принципу, заимствованному из глубин океана. Оно понимает, что истинное давление является равномерным, неумолимым и действует со всех сторон одновременно.
Элегантное решение: Давление отовсюду
CIP работает, полностью обходя проблему трения.
Вместо жесткой матрицы порошок герметично упаковывается в гибкую, формующуюся форму. Затем эта упаковка погружается в камеру, заполненную жидкой средой. Когда камера находится под давлением, жидкость идеально и равномерно передает это давление на каждую поверхность формы.
Жидкости неважна форма, углы или сложность. Она просто давит.
Результатом является равномерно уплотненная «зеленая» деталь. Она свободна от внутренних градиентов плотности, которые поражают другие методы. Она несет обещание целостности — обещание, что она выдержит печь.
Анатомия цикла CIP
Процесс представляет собой продуманный танец физики и инженерии:
- Инкапсуляция: Сыпучий порошок тщательно герметизируется в эластомерной форме (например, из полиуретана или резины).
- Погружение: Герметичная форма помещается в сосуд высокого давления, заполненный жидкостью, обычно водой.
- Нагнетание давления: Внешний насос повышает давление жидкости до экстремальных уровней, часто превышающих 400 МПа, изостатически сжимая порошок.
- Сброс давления: Давление сбрасывается, и теперь твердая «зеленая» деталь извлекается, готовая к обработке или механической обработке.
Эта зеленая деталь обладает замечательной прочностью, но, что более важно, она обладает однородностью.
Психология инженерного компромисса
CIP не является универсальным решением. Это сознательный выбор — решение отдать приоритет конечной целостности над начальной скоростью или простотой. Это распространенный психологический перекресток для инженеров.
Скорость против уверенности
Циклы CIP неизбежно медленнее высокоскоростных механических прессов. Герметизация формы, нагнетание давления в сосуде и сброс давления занимают время.
Однако какова истинная цена скорости? Одна бракованная, дорогостоящая деталь может свести на нет экономию времени от сотни успешных. CIP — это ставка на уверенность. Она минимизирует риск катастрофического отказа на последней, самой дорогой стадии производства.
Свобода против точности
Гибкие формы, которые дают CIP возможность создавать сложные формы — детали с поднутрениями, внутренними каналами и замысловатыми геометриями — не обеспечивают таких же жестких допусков по размерам, как закаленная стальная матрица.
Качество поверхности менее совершенно. Это не дефект, а понятный компромисс. Детали, изготовленные методом CIP, часто требуют последующей механической обработки перед спеканием. Вы жертвуете начальной точностью конечной формы ради геометрической свободы и внутренней прочности.
Выбирайте свою философию, а не просто машину
Решение об использовании CIP продиктовано требованиями к конечной детали. Это единственный логичный выбор, когда структурный отказ недопустим.
| Сценарий | Традиционное прессование | Холодное изостатическое прессование |
|---|---|---|
| Геометрия | Простые, однородные формы | Сложные, замысловатые геометрии |
| Приоритет | Высокая скорость, низкая начальная стоимость | Максимальная плотность, структурная целостность |
| Профиль риска | Более высокий риск дефектов спекания | Низкий риск отказа из-за внутренних напряжений |
| Лучше всего подходит для | Простые, крупносерийные детали | Высокопроизводительные, критически важные компоненты |
От грубой силы к утонченности
Реализация этой философии требует большего, чем просто сосуд под давлением; она требует контроля. Способность точно управлять скоростью нагнетания давления и временем выдержки превращает теоретический процесс в повторяемую промышленную реальность.
Именно здесь критически важным становится само оборудование. Для лабораторий и исследовательских групп, занимающихся разработкой новых материалов или сложных компонентов, простого пресса недостаточно. Цель — повторяемость, поэтому специализированное оборудование, такое как автоматические и изостатические лабораторные прессы KINTEK, имеет важное значение. Они обеспечивают контролируемую, надежную среду, необходимую для совершенствования материалов и компонентов будущего.
В конечном счете, холодное изостатическое прессование — это больше, чем просто производственная технология. Это философия создания качества изнутри наружу, преодоления невидимых дефектов, обрекающих менее качественные детали на свалку. Чтобы воплотить эту философию в реальность, вам нужны правильные инструменты.
Если вы разрабатываете компоненты, где структурная целостность имеет первостепенное значение, Свяжитесь с нашими экспертами, чтобы узнать, как правильная технология прессования может устранить поломки до их возникновения.
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Связанные статьи
- Геометрия тишины: почему гибкость — это высшая точность при прессовании Ti-6Al-4V
- Безмолвная геометрия плотности: почему изотропное давление — это душа современной керамики
- Изостатическое прессование обеспечивает превосходную производительность в критически важных отраслях промышленности
- Архитектура близости: почему твердотельным аккумуляторам требуется давление 375 МПа
- Геометрия однородности: почему изостатическое прессование является «тихим архитектором» надежности мемристоров
















