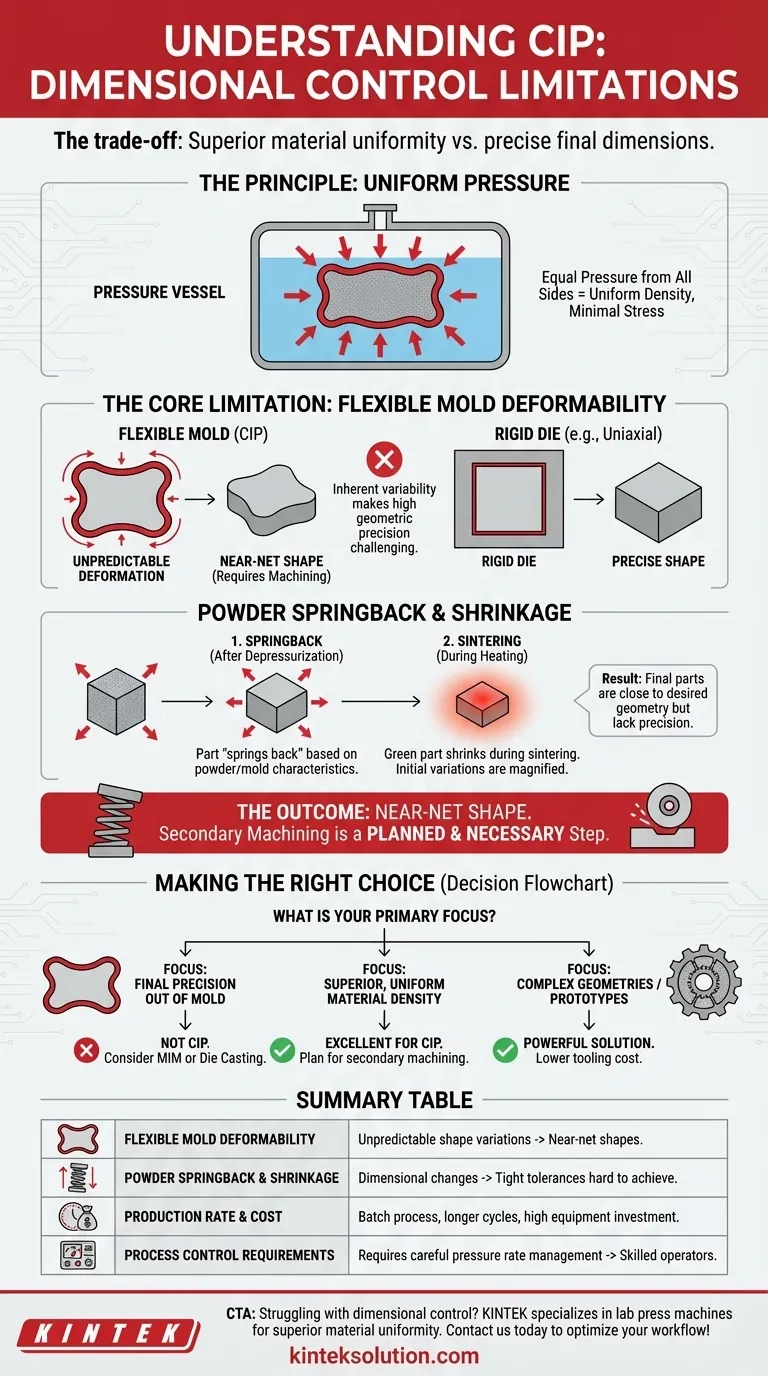
Основное ограничение изостатического прессования в холодном состоянии (CIP) в отношении контроля размеров напрямую проистекает из самой сути этого процесса: использования гибкой эластомерной формы. Хотя эта форма необходима для передачи равномерного давления, ее присущая деформируемость затрудняет достижение высокой геометрической точности. Конечный продукт представляет собой «почти готовую форму» (near-net shape), которая обычно требует вторичной механической обработки для достижения строгих допусков.
Изостатическое прессование в холодном состоянии — это процесс, в котором точность размеров приносится в жертву превосходной однородности материала. Зависимость от гибкой формы позволяет получать детали с исключительной плотностью и минимальными внутренними напряжениями, но эти детали почти всегда требуют последующей механической обработки для достижения окончательных, точных размеров.

Принцип CIP: Равномерное давление, равномерная плотность
Как CIP обеспечивает уплотнение
Изостатическое прессование в холодном состоянии работает путем помещения формы с порошком, заключенной в гибкую оболочку, в сосуд высокого давления. Затем жидкая среда, обычно масло или вода, используется для приложения огромного, равномерного давления со всех сторон на форму.
Этот метод основан на законе Паскаля, который гласит, что давление, приложенное к замкнутой жидкости, передается одинаково во всех направлениях. Это обеспечивает равномерное уплотнение порошка, избегая градиентов плотности, распространенных при одноосном (однонаправленном) прессовании.
Основное преимущество: Целостность материала
Ключевое преимущество CIP — получение «сырой» детали (неспеченной) с исключительно однородной плотностью. Эта гомогенность минимизирует внутренние напряжения и пустоты, что приводит к превосходным и более предсказуемым механическим свойствам после окончательного спекания.
Почему контроль размеров является внутренне сложной задачей
Природа гибкой формы
Компонент, который обеспечивает равномерное уплотнение — эластомерная форма — является основным источником погрешности размеров. Эти формы, часто изготавливаемые из уретана или резины, предназначены для деформации под давлением.
Даже при использовании очень тонких и равномерных по толщине форм их деформация не является идеально предсказуемой или повторяемой с высокой степенью точности. Это приводит к небольшим изменениям в конечной форме и размере уплотненной детали.
Пружинящий возврат порошка и усадка
После сброса давления как уплотненный порошок, так и эластомерная форма немного «пружинят» назад. Степень этого пружинящего возврата зависит от характеристик порошка, его плотности уплотнения и самого материала формы.
Кроме того, сырая деталь будет усаживаться на последующем этапе спекания (нагрева). Хотя эту усадку можно предсказать, любые начальные изменения размеров от процесса CIP сохранятся, что затрудняет достижение строгих конечных допусков без постобработки.
Результат «Почти готовая форма»
Из-за этих факторов детали, изготовленные методом CIP, почти всегда считаются почти готовыми формами (near-net shapes). Они близки к желаемой конечной геометрии, но не обладают точностью, необходимой для многих применений. Вторичная механическая обработка, такая как шлифовка, фрезерование или токарная обработка, является запланированной и необходимой частью производственного процесса для достижения окончательных спецификаций.
Понимание компромиссов CIP
Преимущество: Сложные геометрии
CIP превосходно подходит для формования деталей со сложными формами, включая поднутрения или сложные внутренние полости. Гибкая форма может вмещать геометрии, которые трудно или невозможно получить с помощью жестких матриц, используемых при одноосном прессовании.
Ограничение: Скорость производства и стоимость
CIP, как правило, является периодическим процессом с более длительным временем цикла по сравнению с автоматизированными методами, такими как компактирование в штампе или литье под давлением порошка. Кроме того, требуемое оборудование высокого давления представляет собой значительные первоначальные капитальные затраты.
Ограничение: Управление процессом
Достижение высококачественной, однородной детали требует тщательного контроля скорости нагнетания и сброса давления. Спешка в этом процессе может привести к дефектам или неоднородности плотности, что сводит на нет основное преимущество технологии. Это требует квалифицированных операторов и надежного управления процессами.
Сделайте правильный выбор для вашей цели
Выбор CIP требует приоритизации его преимуществ в качестве материала по сравнению с его ограничениями в точности размеров сразу после прессования.
- Если ваша основная цель — точность конечной детали из формы: CIP не является идеальным выбором. Рассмотрите такие процессы, как литье порошка (MIM) или литье под давлением, если они совместимы с вашим материалом.
- Если ваша основная цель — превосходная, однородная плотность материала для критически важного компонента: CIP — отличный выбор, при условии, что вы планируете и закладываете в бюджет вторичную механическую обработку для достижения конечных размеров.
- Если ваша основная цель — производство сложных прототипов или деталей для небольших партий: CIP предлагает мощное решение, поскольку оснастка (эластомерные формы) значительно дешевле, чем оснастка из твердой стали, требуемая для других методов.
В конечном счете, рассмотрение CIP как процесса формования для получения превосходной заготовки, подвергающейся последующей механической обработке, является ключом к эффективному использованию его уникальных преимуществ в материалах.
Сводная таблица:
| Ограничение | Описание |
|---|---|
| Деформируемость гибкой формы | Присущая деформация формы приводит к непредсказуемым изменениям формы, в результате чего получаются почти готовые формы, требующие вторичной механической обработки для достижения точности. |
| Пружинящий возврат порошка и усадка | Пружинящий возврат после уплотнения и усадка при спекании вызывают изменения размеров, что затрудняет достижение строгих допусков без дополнительной обработки. |
| Скорость производства и стоимость | CIP — это периодический процесс с более длительными циклами и высокими затратами на оборудование, что влияет на эффективность и масштабируемость для крупносерийного производства. |
| Требования к управлению процессом | Требует тщательного управления скоростью нагнетания и сброса давления для предотвращения дефектов, что требует квалифицированных операторов и надежных протоколов. |
Сталкиваетесь с проблемами контроля размеров в лабораторных процессах? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и лабораторные прессы с подогревом, разработанные для повышения однородности материалов и эффективности для лабораторий. Наши решения помогают достичь превосходной плотности и минимального внутреннего напряжения даже при сложных геометрических формах. Не позволяйте ограничениям сдерживать вас — свяжитесь с нами сегодня, чтобы обсудить, как наше оборудование может оптимизировать ваш рабочий процесс и обеспечить надежные результаты!
Визуальное руководство
Связанные товары
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
Люди также спрашивают
- Для каких целей используются возможности высокого давления электрических лабораторных холодных изостатических прессов? Достижение превосходной плотности и сложных деталей
- Какие материалы можно уплотнять с помощью электрических лабораторных холодных изостатических прессов? Достижение равномерной плотности для металлов, керамики и многого другого
- Каковы характеристики стандартных готовых электрических лабораторных решений для CIP? Обеспечьте немедленную и экономически эффективную обработку
- Каковы некоторые исследовательские применения электрических лабораторных ХИП? Достижение равномерного уплотнения порошка для передовых материалов
- Какую роль играют электрические лабораторные установки холодного изостатического прессования в промышленных условиях? Связующее звено между НИОКР и производством с высокой точностью















