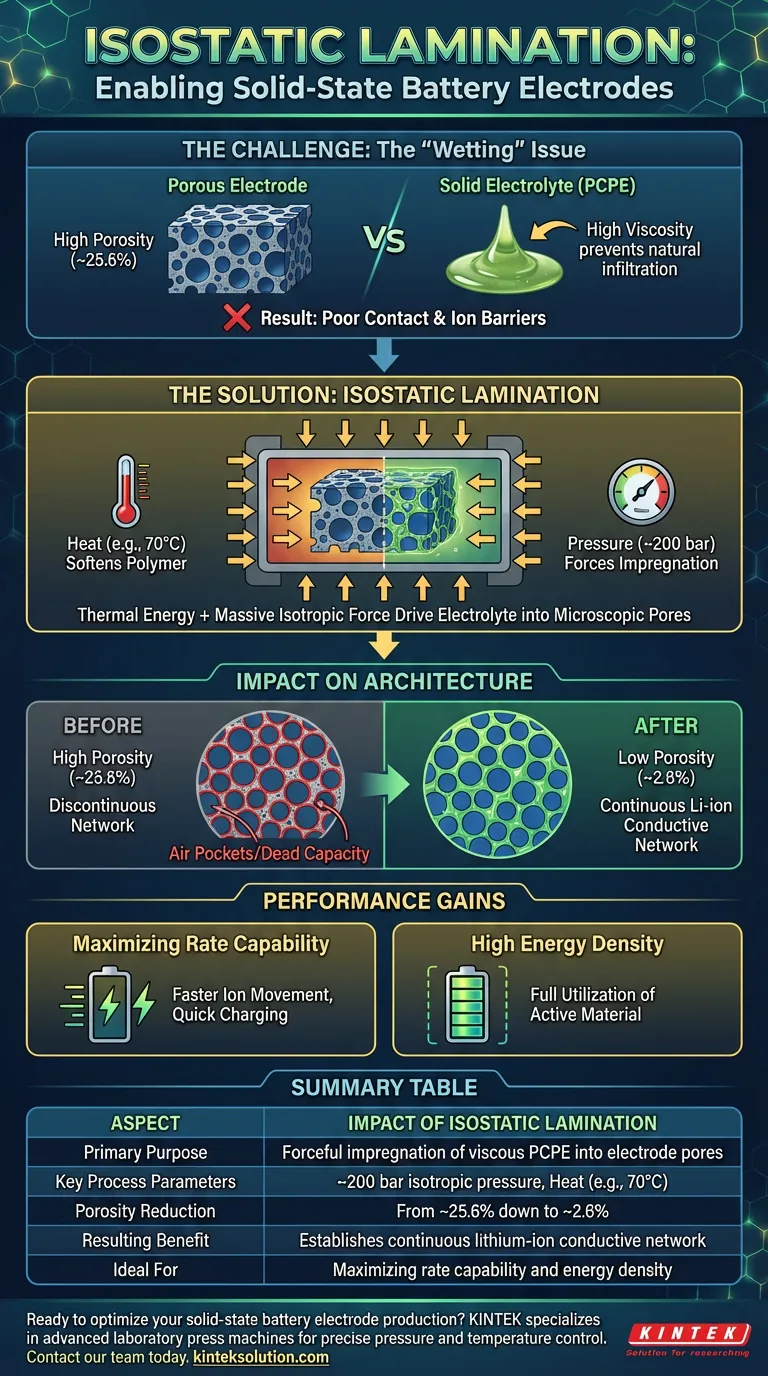
Основная цель изостатического ламинирования заключается в принудительном пропитывании структур электродов вязким полимерным кристаллическим электролитом (PCPE) для обеспечения полного физического контакта. Применяя значительное, равномерное давление (часто около 200 бар) вместе с теплом, этот процесс заставляет расплав электролита глубоко проникать в микроскопические поры, куда вязкие полимеры не могут проникнуть только за счет капиллярного действия.
Ключевой вывод Твердотельные электролиты часто испытывают трудности с взаимодействием с активными материалами из-за их высокой вязкости. Изостатическое ламинирование решает эту фундаментальную проблему "смачивания", снижая пористость электродов почти на 90% для создания непрерывной сети, проводящей ионы лития, что необходимо для высокой емкости батареи.

Механика пропитки
Преодоление высокой вязкости
В отличие от жидких электролитов, расплавы PCPE обладают высокой вязкостью. Они не пропитывают естественным образом плотные, сложные структуры электрода.
Для преодоления этого сопротивления в изостатическом процессе используется тепловая энергия (например, 70°C). Это тепло размягчает полимер, переводя его в расплавленное состояние, где возможно течение.
Применение изотропной силы
Одного тепла недостаточно для глубокого проникновения. Процесс применяет массивное изотропное давление, то есть сила прикладывается одинаково со всех сторон.
При давлении, например, 200 бар, размягченный электролит механически вдавливается в мельчайшие пустоты электрода. Это обеспечивает равномерную пропитку всего объема материала, а не только поверхностных слоев.
Влияние на архитектуру батареи
Резкое снижение пористости
Наиболее измеримым эффектом этой техники является минимизация остаточной пористости (пустое пространство/воздушные карманы).
Без этого давления электроды сохраняют значительные пустоты, которые действуют как барьеры для движения ионов. Изостатическое ламинирование может снизить пористость электрода NCM с 25,6% до 2,6%.
Создание проводящей сети
Устраняя эти пустоты, процесс создает комплексную проводящую сеть ионов лития.
Каждая частица активного материала оказывается полностью окруженной электролитом. Этот тесный контакт является критическим фактором, улучшающим скоростные характеристики (скорость зарядки) и общую утилизацию емкости твердотельных батарей.
Операционные соображения
Интенсивность оборудования
Внедрение этого процесса требует специализированного оборудования, способного одновременно поддерживать высокое давление и температуру.
В отличие от стандартной прокатки, используемой в производстве батарей с жидким электролитом, изостатическое ламинирование добавляет отдельный, энергоемкий этап производственной линии для обеспечения успешного "заполнения" электролитом.
Тепловая чувствительность
Процесс зависит от точного теплового контроля. Температура должна быть достаточно высокой, чтобы расплавить полимер для пропитки, но достаточно контролируемой, чтобы избежать деградации активных материалов электрода или самого полимера.
Правильный выбор для вашей цели
Решение об использовании изостатического ламинирования обусловлено конкретными требованиями к производительности вашей твердотельной ячейки.
- Если ваш основной фокус — максимизация скоростных характеристик: вы должны использовать этот процесс для устранения резистивных воздушных зазоров и обеспечения непрерывного пути для движения ионов.
- Если ваш основной фокус — высокая плотность энергии: вы должны использовать эту технику для максимизации объема используемого активного материала, поскольку непропитанные поры приводят к "мертвой" емкости.
Изостатическое ламинирование — это не просто производственный этап; это технология, позволяющая вязким твердым электролитам эффективно работать в пористых электродах.
Сводная таблица:
| Аспект | Влияние изостатического ламинирования |
|---|---|
| Основная цель | Принудительная пропитка вязким PCPE в поры электрода |
| Ключевые параметры процесса | ~200 бар изотропного давления, тепло (например, 70°C) |
| Снижение пористости | С ~25,6% до ~2,6% |
| Получаемая выгода | Создание непрерывной проводящей сети ионов лития |
| Идеально подходит для | Максимизации скоростных характеристик и плотности энергии в твердотельных батареях |
Готовы оптимизировать производство электродов для ваших твердотельных батарей? Процесс изостатического ламинирования имеет решающее значение для достижения полного контакта электрода и электролита, необходимого для высокой производительности. KINTEK специализируется на передовых лабораторных прессовых машинах, включая изостатические прессы и лабораторные прессы с подогревом, разработанные для удовлетворения точных требований к давлению и температуре в передовых исследованиях и разработках батарей. Позвольте нашему опыту помочь вам создать лучшую батарею. Свяжитесь с нашей командой сегодня, чтобы обсудить ваши конкретные потребности!
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
- Электрический лабораторный холодный изостатический пресс CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Какова функция эластичных форм при горячем изостатическом прессовании? Достижение равномерной плотности в композитных частицах
- Каковы преимущества использования теплого изостатического пресса (WIP) для аккумуляторов? Достижение превосходного контактного интерфейса
- Каков механизм действия теплого изостатического пресса (WIP) на сыр? Освойте холодную пастеризацию для превосходной безопасности
- Почему композитные катоды должны быть герметично упакованы в ламинационные пакеты для вакуумирования при ВПП? Обеспечение стабильности и плотности аккумулятора
- Каков процесс изостатического прессования в горячих условиях? Освоение равномерной плотности с помощью технологии WIP



















