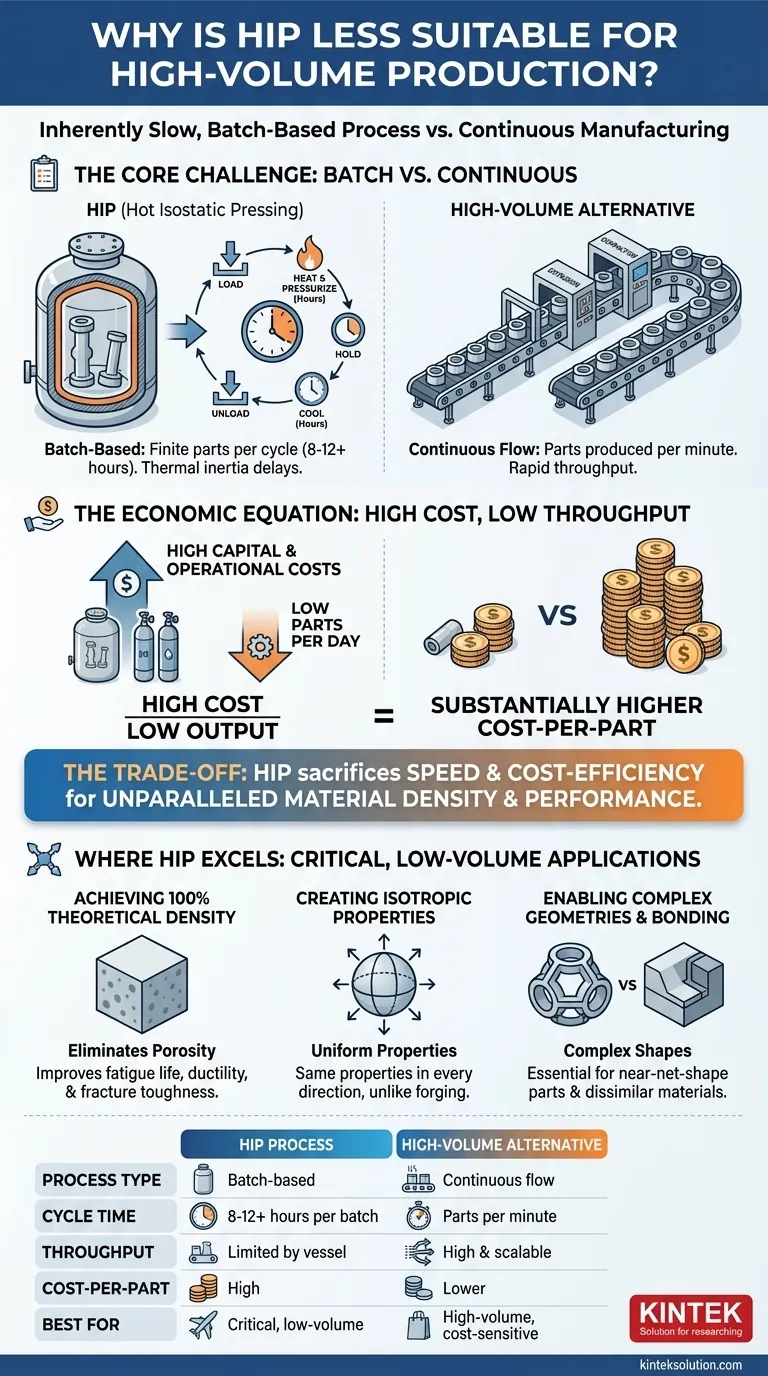
По своей сути, Горячее изостатическое прессование (HIP) менее подходит для крупносерийного производства, поскольку по своей сути является медленным процессом периодического действия.В отличие от непрерывных методов производства, HIP предполагает длительные циклы нагрева, нагнетания давления и охлаждения фиксированного количества деталей внутри герметичного сосуда, что существенно ограничивает его производительность и увеличивает стоимость одной детали при масштабировании.
Главный компромисс очевиден: HIP жертвует скоростью и рентабельностью производства ради достижения беспрецедентной плотности материала и производительности.Это инструмент для совершенствования критически важных компонентов, а не для их массового производства.

Основная проблема: пакетная обработка и длительное время цикла
Основным препятствием для использования HIP в крупносерийном производстве является сама природа процесса.Это не непрерывный поток, а последовательность трудоемких этапов, выполняемых на ограниченной партии деталей.
Объяснение цикла HIP
Типичный цикл HIP включает загрузку деталей в сосуд высокого давления, его герметизацию, а затем медленное нагревание компонентов при одновременном нагнетании в камеру инертного газа, например аргона.Детали выдерживаются при определенной температуре и давлении в течение нескольких часов, чтобы закрыть внутренние пустоты.Наконец, сосуд должен быть медленно охлажден, прежде чем его можно будет разгерметизировать и разгрузить.
Тепловая инерция - враг скорости
Только фазы нагрева и охлаждения могут занимать много часов.Большие промышленные печи обладают значительной тепловой инерцией, что означает, что они не могут быстро менять температуру.Это длительное непроизводительное время является основным узким местом, препятствующим быстрому циклированию.
Размер партии по сравнению с непрерывным потоком
HIP обрабатывает конечное число деталей, которые могут поместиться в емкость в течение каждого цикла.Это резко контрастирует с такими крупносерийными методами, как экструзия или прессование, где детали производятся в непрерывной и быстрой последовательности.Производительность HIP измеряется в деталях за цикл (который может длиться 8-12 часов и более), в то время как альтернативные методы измеряются в деталях в минуту.
Экономическое уравнение HIP
Медленное время цикла напрямую влияет на экономическую целесообразность использования HIP в массовом производстве.Высокая стоимость оборудования и эксплуатации должна быть распределена между относительно небольшим количеством деталей, производимых в день.
Высокие капитальные и эксплуатационные затраты
Сосуды HIP - это сложное дорогостоящее оборудование, разработанное для безопасного выдерживания экстремальных температур и давлений.Кроме того, в процессе используется большое количество дорогостоящего инертного газа (обычно аргона), что увеличивает эксплуатационные расходы на каждый цикл.
Как производительность определяет стоимость одной детали
Из-за длительного времени цикла и фиксированного размера партии количество деталей, которые HIP-установка может произвести за 24 часа, невелико.Когда высокие капитальные и эксплуатационные затраты делятся на этот низкий объем производства, стоимость одной детали оказывается значительно выше, чем при настоящем массовом производстве.
Влияние постобработки
Хотя технология HIP позволяет получать детали с превосходным внутренним качеством, она не устраняет необходимость в последующих этапах производства.Часто детали требуют обработки поверхности, доведения до окончательных размеров или извлечения из контейнеров, в которых они находились в процессе производства, что увеличивает время и затраты.
Понимание компромиссов:В чем преимущество HIP
Непригодность HIP для больших объемов производства - это не недостаток, а компромисс.Его выбирают, когда свойства материала, которые он обеспечивает, не подлежат обсуждению и оправдывают более высокую стоимость и меньшую скорость.
Достижение 100 % теоретической плотности
Основное преимущество HIP заключается в способности устранять внутреннюю микропористость в отливках, 3D-печатных металлах и спеченных порошковых металлических деталях.Это позволяет создать полностью плотный материал, значительно улучшающий такие механические свойства, как усталостная прочность, пластичность и вязкость разрушения.
Создание изотропных свойств
Поскольку давление прикладывается равномерно со всех сторон ( изостатическое ), полученный материал имеет свойства, одинаковые во всех направлениях ( изотропный ).Это критическое преимущество по сравнению с такими процессами, как ковка или прокатка, которые могут создавать направленные слабости в зерновой структуре материала.
Создание сложных геометрий
Технология HIP необходима для производства деталей практически сетчатой формы со сложной внутренней геометрией, которую невозможно создать традиционными методами.Это также ключевая технология для склеивания разнородных материалов между собой с целью создания уникальных высокоэффективных композитов.
Правильный выбор для достижения вашей цели
Выбор производственного процесса требует четкого понимания основной движущей силы вашего проекта: стоимости, объема или производительности.
- Если ваша главная цель - максимальная производительность и надежность: Используйте HIP для критически важных малосерийных компонентов, где отказ материала недопустим, например, в деталях аэрокосмических двигателей, медицинских имплантатах или инструментах.
- Если ваша основная цель - большие объемы и низкая стоимость одной детали: Выбирайте альтернативные варианты, такие как прессование, ковка или литье, для тех случаев, когда достаточно стандартных свойств материала.
- Если ваша основная цель - сложные формы в масштабе: Рассмотрите варианты литья металлов под давлением (MIM) или аддитивного производства, а HIP используйте только в качестве вторичного этапа уплотнения, если требуется абсолютная высокая производительность.
В конечном счете, выбор HIP - это стратегическое решение, в котором приоритет отдается идеальной целостности материала, а не эффективности производства.
Сводная таблица:
| Аспекты | Процесс HIP | Альтернативный вариант для больших объемов |
|---|---|---|
| Тип процесса | Пакетный | Непрерывный поток |
| Время цикла | 8-12+ часов на партию | Детали в минуту |
| Пропускная способность | Ограничена размером судна | Высокая стоимость и возможность масштабирования |
| Стоимость одной детали | Высокая из-за медленных циклов | Ниже при массовом производстве |
| Лучше всего подходит для | Критически важные детали небольшого объема | Высокопроизводительные, чувствительные к затратам приложения |
Вам нужны надежные лабораторные прессы для исследований или мелкосерийного производства?KINTEK специализируется на автоматических лабораторных прессах, изостатических прессах, лабораторных прессах с подогревом и многом другом для повышения эффективности и точности вашей лаборатории.Независимо от того, занимаетесь ли вы испытанием материалов или разработкой специализированных компонентов, наше оборудование обеспечивает стабильную производительность и долговечность. Свяжитесь с нами сегодня Чтобы обсудить, как KINTEK может поддержать потребности вашей лаборатории и помочь вам достичь превосходных результатов!
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
- Электрический лабораторный холодный изостатический пресс CIP машина
- Электрический сплит лаборатории холодного изостатического прессования CIP машина
- Лабораторные изостатические пресс-формы для изостатического формования
- Ручной холодный изостатический прессования CIP машина гранулы пресс
Люди также спрашивают
- Какова функция эластичных форм при горячем изостатическом прессовании? Достижение равномерной плотности в композитных частицах
- Как материалы с жертвенным объемом (SVM) поддерживают микроканалы при изостатическом прессовании? Обеспечение структурной целостности
- Каково значение контроля температуры при горячем изостатическом прессовании? Обеспечение однородной плотности и стабильности процесса
- Какова роль гибкого материала при изостатическом прессовании в горячем состоянии? Ключ к равномерной плотности и точности
- Каков механизм действия теплого изостатического пресса (WIP) на сыр? Освойте холодную пастеризацию для превосходной безопасности



















