По сути, выбор между изостатическим прессованием и прессованием в матрице для таких материалов, как алюминий и железо, зависит от фундаментального компромисса между однородностью готовой детали и скоростью производства. Изостатическое прессование использует равномерное давление жидкости для достижения исключительно стабильной плотности, что делает его идеальным для сложных или высокопроизводительных деталей. Напротив, прессование в матрице использует механическую одноосную силу, что гораздо быстрее для крупносерийного производства, но может вызвать вариации плотности внутри детали.
Критическое различие заключается не в материале, а в геометрии силы. Изостатическое прессование "сжимает" порошок со всех сторон одинаково, устраняя внутреннее трение и обеспечивая однородную плотность. Прессование в матрице "пробивает" его с одного или двух направлений, что быстрее, но создает градиенты плотности, особенно в более высоких или сложных деталях.

Фундаментальное различие: как применяется давление
Метод компактирования напрямую определяет конечные свойства компонента. Основное различие заключается в способе передачи силы порошку.
Изостатическое прессование: равномерное давление жидкости
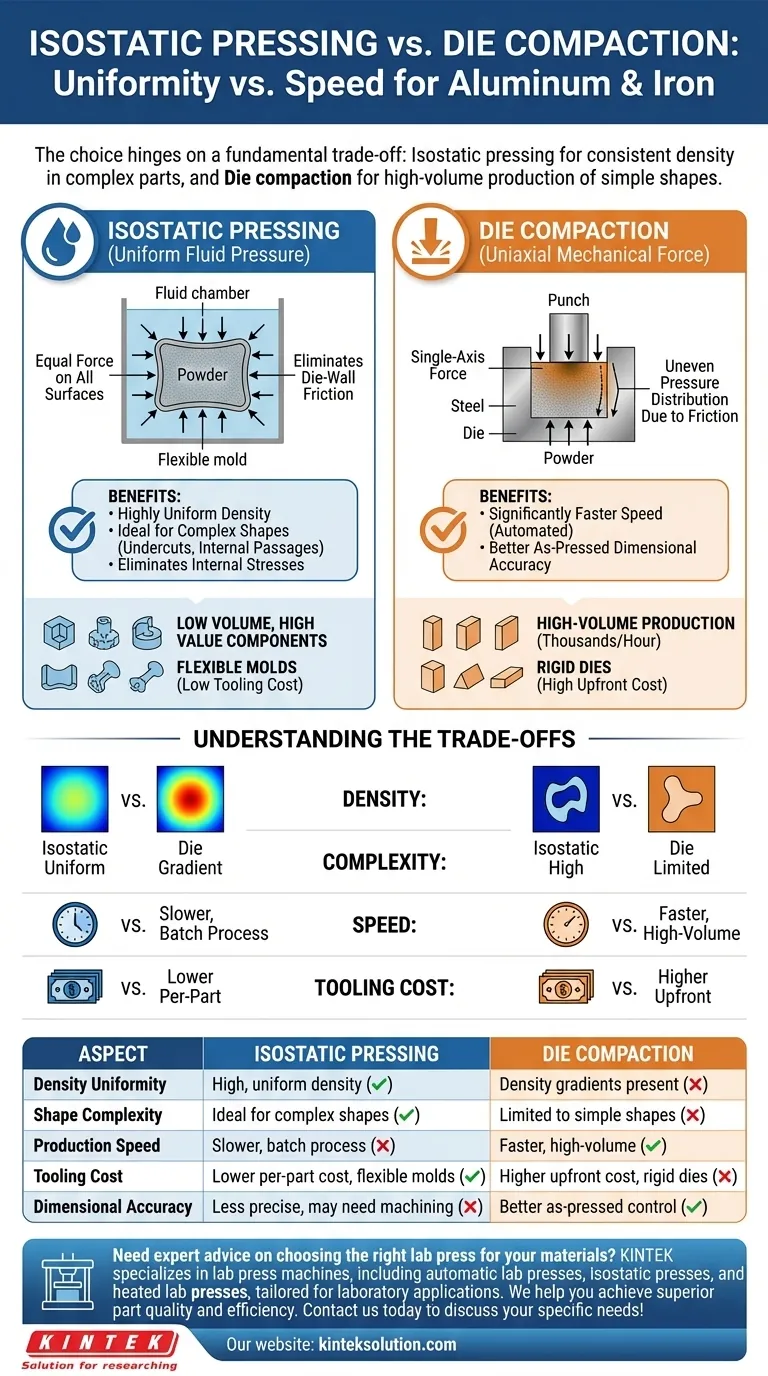
При изостатическом прессовании металлический порошок (например, алюминий или железо) помещается в гибкую герметичную форму. Затем эта форма погружается в жидкостную камеру, и жидкость подается под давлением, оказывая равное усилие на каждую поверхность формы одновременно.
Это всестороннее давление обеспечивает равномерное уплотнение по всему объему детали. Оно полностью устраняет основную причину вариаций плотности: трение о стенки матрицы.
Прессование в матрице: одноосная механическая сила
Прессование в матрице, часто называемое холодным прессованием, использует жесткую стальную матрицу и один или несколько механических пуансонов. Порошок заполняет полость матрицы, и пуансон сжимает его вдоль одной оси (сверху вниз, а иногда и снизу вверх).
Хотя сила пуансона высока, ее передача через порошок затруднена трением о жесткие стенки матрицы. Это приводит к неравномерному распределению давления и, как следствие, плотности.
Влияние на свойства материала и геометрию детали
Эти различные методы приложения давления имеют прямые последствия для конечного продукта, независимо от того, является ли материал алюминием, железом или другим порошковым металлом.
Однородность плотности
Изостатическое прессование производит детали с очень однородной плотностью. Поскольку давление прикладывается со всех сторон, каждая область порошка уплотняется почти в одинаковой степени.
Однако прессование в матрице создает градиенты плотности. Области детали, ближайшие к движущемуся пуансону, становятся наиболее плотными, в то время как центр детали и участки, наиболее удаленные от пуансона, являются наименее плотными из-за эффектов трения о стенки матрицы.
Сложность формы
Изостатическое прессование превосходно подходит для изготовления сложных форм. Поскольку оно использует гибкую форму, оно может формировать детали с поднутрениями, сложными внутренними каналами или высоким соотношением длины к диаметру, которые невозможно извлечь из жесткой матрицы.
Прессование в матрице ограничено более простыми, призматическими формами. Деталь должна быть способна быть вытолкнутой из полости матрицы без повреждений, что ограничивает ее геометрию.
Понимание компромиссов
Выбор метода — это не только достижение идеальной плотности; это баланс инженерных и экономических приоритетов.
Скорость и производительность
Прессование в матрице значительно быстрее. Процесс легко автоматизируется и может производить сотни или тысячи деталей в час, что делает его стандартом для крупносерийного производства.
Изостатическое прессование — гораздо более медленный, периодический процесс. Загрузка и выгрузка сосуда высокого давления занимает время, что ограничивает его производительность и делает его более подходящим для малосерийных, дорогостоящих компонентов.
Инструменты и стоимость
Инструменты для прессования в матрице требуют дорогих, закаленных стальных матриц и пуансонов, которые должны быть точно обработаны. Эти затраты высоки изначально, но амортизируются при больших объемах производства.
Изостатическое прессование использует недорогие, гибкие формы (часто из уретана или резины). Хотя сам сосуд высокого давления является крупным капитальным вложением, стоимость оснастки на одну деталь может быть значительно ниже, что делает его привлекательным для прототипирования и мелкосерийного производства.
Точность размеров
Прессование в матрице обеспечивает лучший контроль размеров после прессования. Жесткая полость матрицы обеспечивает точную окончательную форму, сводя к минимуму необходимость последующей механической обработки внешних размеров детали.
Изостатическое прессование приводит к менее предсказуемой усадке. Хотя плотность однородна, конечные размеры после прессования менее точны и часто требуют вторичной механической обработки для соответствия жестким допускам.
Правильный выбор для вашего компонента
Ваш выбор должен руководствоваться наиболее критическим требованием к вашей конечной детали.
- Если вашей основной целью является крупносерийное производство простых форм (например, втулок или небольших шестерен): Прессование в матрице является очевидным выбором из-за его непревзойденной скорости и низкой стоимости за деталь в масштабе.
- Если вашей основной целью являются однородные механические свойства в сложных формах (например, лопатки турбин близкой к заданной формы или медицинские имплантаты): Изостатическое прессование превосходит, поскольку это единственный способ гарантировать постоянную плотность и производительность в таких геометриях.
- Если вашей основной целью является устранение внутренних напряжений и дефектов в высоких деталях: Равномерное давление при изостатическом прессовании позволяет избежать градиентов плотности, которые могут привести к растрескиванию во время спекания, что является частым риском для деталей, спрессованных в матрице.
- Если вашей основной целью является прототипирование или производство небольших партий со сложными элементами: Изостатическое прессование предлагает более экономичный путь, поскольку оснастка значительно дешевле и проще в создании, чем полный комплект матрицы и пуансона.
Понимая, что метод давления определяет конечные свойства, вы можете уверенно выбрать правильный процесс компактирования для вашей конкретной инженерной цели.
Сводная таблица:
| Аспект | Изостатическое прессование | Прессование в матрице |
|---|---|---|
| Однородность плотности | Высокая, равномерная плотность | Присутствуют градиенты плотности |
| Сложность формы | Идеально для сложных форм | Ограничено простыми формами |
| Скорость производства | Медленнее, периодический процесс | Быстрее, большой объем |
| Стоимость оснастки | Ниже стоимость за деталь, гибкие формы | Выше первоначальная стоимость, жесткие матрицы |
| Точность размеров | Менее точная, может потребоваться механическая обработка | Лучший контроль после прессования |
Нужен экспертный совет по выбору подходящего лабораторного пресса для ваших материалов? KINTEK специализируется на лабораторных прессах, включая автоматические лабораторные прессы, изостатические прессы и нагреваемые лабораторные прессы, разработанные для лабораторных применений. Мы поможем вам достичь превосходного качества деталей и эффективности в ваших исследованиях и разработках. Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные потребности и узнать, как наши решения могут принести пользу вашей лаборатории!
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
- Электрический лабораторный холодный изостатический пресс CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Ручной холодный изостатический прессования CIP машина гранулы пресс
- Лабораторные изостатические пресс-формы для изостатического формования
Люди также спрашивают
- Каков механизм действия теплого изостатического пресса (WIP) на сыр? Освойте холодную пастеризацию для превосходной безопасности
- Каковы преимущества использования теплого изостатического пресса (WIP) для аккумуляторов? Достижение превосходного контактного интерфейса
- Чем горячее изостатическое прессование отличается от традиционных методов прессования? Достигните равномерной плотности для сложных деталей
- Какова роль гибкого материала при изостатическом прессовании в горячем состоянии? Ключ к равномерной плотности и точности
- Каково значение контроля температуры при горячем изостатическом прессовании? Обеспечение однородной плотности и стабильности процесса



















