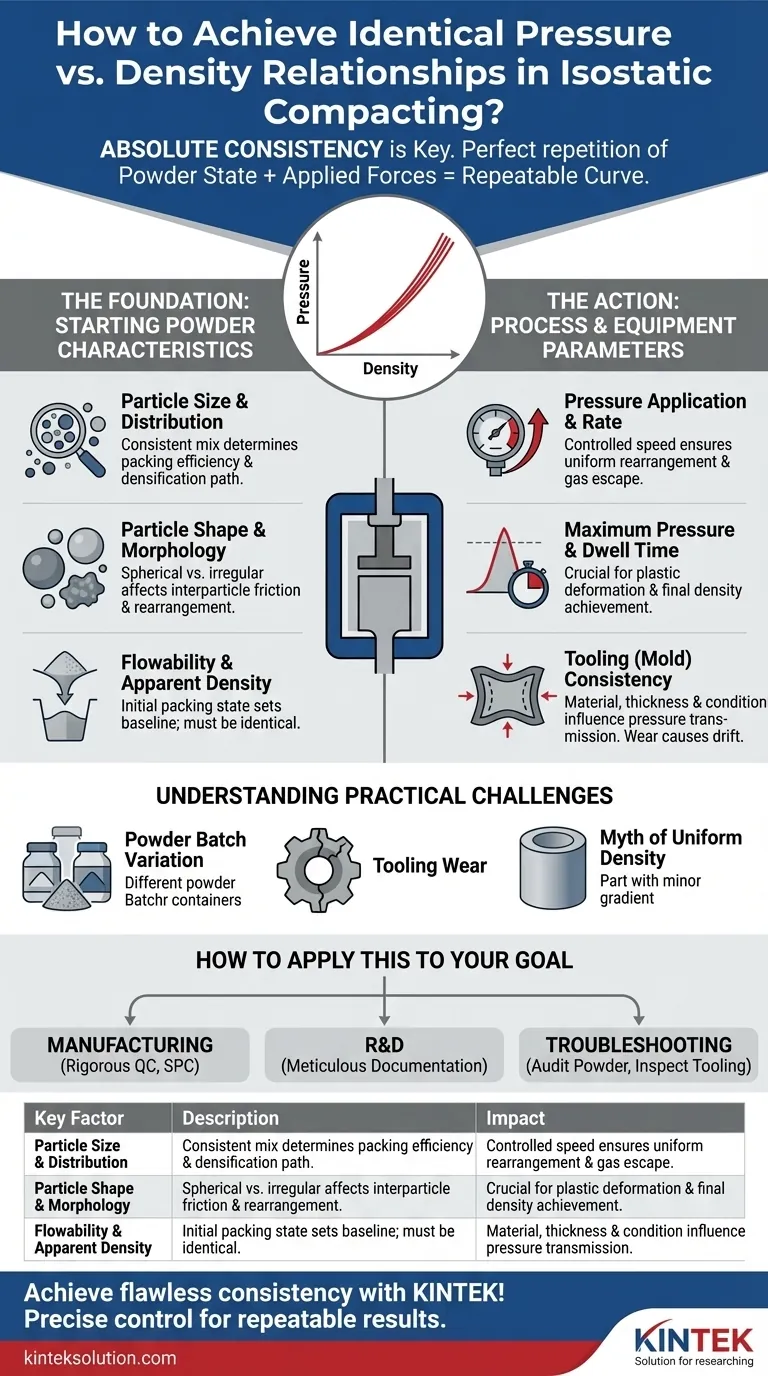
Чтобы добиться идентичной зависимости «давление против плотности» при изостатическом прессовании, необходимо обеспечить абсолютную согласованность как исходных характеристик порошка, так и параметров процесса для каждого цикла. Именно идеальное повторение начального состояния материала и приложенных усилий дает воспроизводимую кривую уплотнения.
Основная проблема заключается не в поиске одного условия, а во внедрении строгого контроля процесса. Зависимость «давление-плотность» — это отпечаток материала; чтобы получить тот же отпечаток, вы должны начать с того же самого пальца (порошка) и нажимать на него точно так же (процесс).

Основа: Исходные характеристики порошка
Конечная плотность спрессованной детали фундаментально определяется свойствами исходного порошка. Любое отклонение здесь напрямую вызовет отклонение кривой «давление-плотность».
Размер и распределение частиц
Размер частиц порошка и смесь различных размеров определяют, насколько эффективно они могут упаковываться. Согласованное, четко определенное распределение размеров частиц имеет решающее значение для заполнения пустот между более крупными частицами, что является основным механизмом уплотнения.
Форма и морфология частиц
Сферические частицы имеют тенденцию течь и упаковываться более предсказуемо, чем неправильные, угловатые или хлопьевидные частицы. Трение между частицами — известное как межчастичное трение — ниже для сфер, что позволяет им легче перестраиваться под давлением.
Сыпучесть и насыпная плотность
Начальная плотность порошка в форме перед приложением какого-либо давления известна как насыпная плотность. Это начальное состояние упаковки является вашей отправной точкой. Для достижения воспроизводимой кривой насыпная плотность должна быть одинаковой для каждого запуска, что требует порошка с согласованными характеристиками текучести.
Действие: Параметры процесса и оборудования
Как только порошок оказывается в форме, способ приложения давления определяет путь к конечной плотности. Несогласованность процесса является вторым основным источником вариаций.
Приложение давления и скорость
Скорость, с которой вы увеличиваете давление, является критической переменной. Контролируемая, воспроизводимая скорость нагнетания давления гарантирует, что любой захваченный газ может выйти, и у частиц есть время для равномерного перераспределения. Внезапное приложение давления может привести к градиентам плотности.
Максимальное давление и время выдержки
Хотя это кажется очевидным, достижение абсолютно одинакового пикового давления является обязательным. Кроме того, время выдержки — продолжительность, в течение которой деталь удерживается при максимальном давлении — также имеет решающее значение. Этот период обеспечивает времязависимую пластическую деформацию и перераспределение частиц, дополнительно увеличивая плотность.
Согласованность инструмента (формы)
Гибкая форма, используемая при изостатическом прессовании, является ключевой частью системы. Ее материал, толщина и возраст влияют на то, как давление передается на порошок. Изношенная, затвердевшая или измененная форма не даст таких же результатов, как новая.
Понимание практических проблем
В реальных условиях производства или исследований достижение теоретически «идентичной» зависимости является идеалом. Практическая цель состоит в том, чтобы поддерживать эту зависимость в узком, статистически контролируемом рабочем окне.
Вариации порошка от партии к партии
Это один из наиболее распространенных источников дрейфа процесса. Порошок из другой производственной партии или даже от другого поставщика может иметь тонкие различия в размере частиц, форме или чистоте, которые существенно изменяют поведение уплотнения.
Миф об однородной плотности
Хотя изостатическое прессование обеспечивает уникально однородную плотность по сравнению с другими методами, небольшие градиенты все еще могут существовать. Цель состоит в том, чтобы сделать эти градиенты воспроизводимыми. Факторы, такие как техника загрузки порошка и конструкция формы, могут влиять на это.
Износ и деградация инструмента
Эластомерные формы являются расходными материалами. Они устают, растягиваются и затвердевают с каждым циклом. Эта деградация постепенна, но неизбежна, и она приведет к дрейфу зависимости «давление-плотность» на протяжении всего срока службы инструмента.
Как применить это к вашей цели
Ваша стратегия достижения согласованности зависит от вашей цели. Используйте эти принципы, чтобы сосредоточить свои усилия там, где они окажут наибольшее влияние.
- Если ваше основное внимание уделяется крупносерийному производству: Внедрите строгий входной контроль качества для всех партий порошка и используйте статистический контроль процесса (SPC) для мониторинга процесса, отмечая любые отклонения в режиме реального времени.
- Если ваше основное внимание уделяется исследованиям и разработкам: Тщательно документируйте все характеристики порошка (размер, форма, морфология, чистота) и параметры процесса (скорость приложения давления, время выдержки) для каждого эксперимента, чтобы гарантировать обоснованность и воспроизводимость ваших результатов.
- Если ваше основное внимание уделяется устранению неполадок в несогласованности процесса: Начните с проверки вашего порошкового снабжения на предмет вариаций от партии к партии и осмотра вашего инструмента на предмет износа, поскольку это наиболее частые виновники.
Систематически контролируя эти переменные порошка и процесса, вы можете обеспечить стабильную и предсказуемую зависимость «давление-плотность» для ваших компонентов.
Сводная таблица:
| Ключевой фактор | Описание | Влияние на зависимость «давление-плотность» |
|---|---|---|
| Размер и распределение частиц | Согласованная смесь размеров частиц | Определяет эффективность упаковки и путь уплотнения |
| Форма и морфология частиц | Сферические против неправильных форм | Влияет на межчастичное трение и перераспределение под давлением |
| Сыпучесть и насыпная плотность | Начальное состояние упаковки порошка | Устанавливает базовую линию для плотности; должно быть идентичным для воспроизводимости |
| Приложение давления и скорость | Скорость увеличения давления | Обеспечивает равномерное перераспределение частиц и выход газа |
| Максимальное давление и время выдержки | Пиковое давление и продолжительность удержания | Критично для пластической деформации и достижения конечной плотности |
| Согласованность инструмента (формы) | Материал, толщина и состояние формы | Влияет на передачу давления; износ вызывает дрейф результатов |
Достигайте безупречной согласованности в процессах изостатического прессования с KINTEK! Наши специализированные лабораторные прессы, включая автоматические лабораторные прессы, изостатические прессы и прессы с подогревом, разработаны для обеспечения точного контроля над соотношениями давления и плотности. Независимо от того, занимаетесь ли вы крупносерийным производством, исследованиями и разработками или устранением неполадок, оборудование KINTEK гарантирует воспроизводимые результаты, поддерживая строгие параметры порошка и процесса. Не позволяйте вариациям сдерживать вас — свяжитесь с нами сегодня, чтобы узнать, как наши решения могут повысить эффективность и качество продукции вашей лаборатории!
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследования твердотельных батарей Теплый изостатический пресс
- Электрический лабораторный холодный изостатический пресс CIP машина
- Автоматическая лабораторная машина холодного изостатического прессования CIP
- Лабораторные изостатические пресс-формы для изостатического формования
- Ручной холодный изостатический прессования CIP машина гранулы пресс
Люди также спрашивают
- Как материалы с жертвенным объемом (SVM) поддерживают микроканалы при изостатическом прессовании? Обеспечение структурной целостности
- Каков механизм действия теплого изостатического пресса (WIP) на сыр? Освойте холодную пастеризацию для превосходной безопасности
- Каков процесс изостатического прессования в горячих условиях? Освоение равномерной плотности с помощью технологии WIP
- Каково значение контроля температуры при горячем изостатическом прессовании? Обеспечение однородной плотности и стабильности процесса
- Чем горячее изостатическое прессование отличается от традиционных методов прессования? Достигните равномерной плотности для сложных деталей



















